
第一节 锚链附件生产工艺介绍
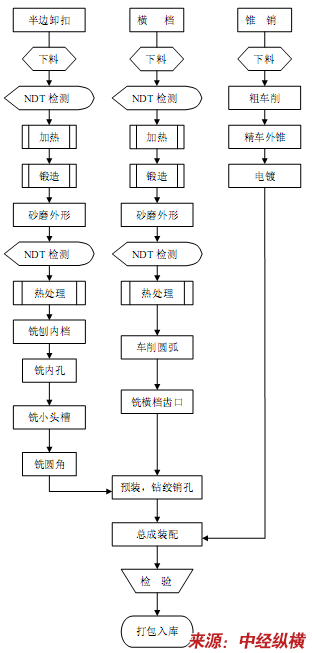
1、肯特卸扣
肯特卸扣生产工艺
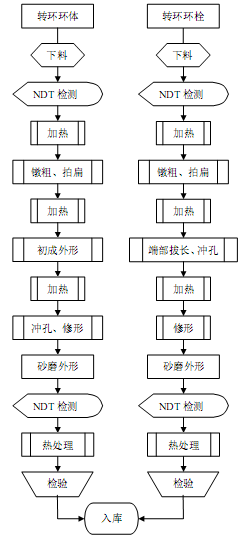
2、转环
1)转环锻造工艺流程
转环锻造工艺流程图
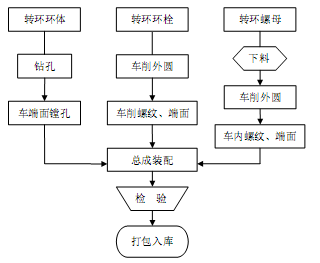
2)转环机加工艺流程
转环机加工艺流程图
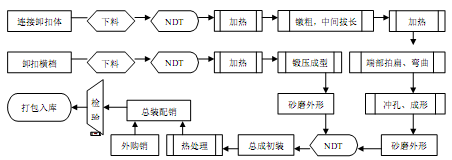
3、连接卸扣
连接卸扣生产工艺
第二节 国外锚链附件生产工艺发展阶段比较
二十世纪以来,金属物理的发展和其他新技术的移植应用,使金属热处理工艺得到更大发展。一个显著的进展是1901~1925年,在工业生产中应用转筒炉进行气体渗碳;30年代出现露点电位差计,使炉内气氛的碳势达到可控,以后又 研究 出用二氧化碳红外仪、氧探头等进一步控制炉内气氛碳势的方法;60年代,热处理技术运用了等离子场的作用,发展了离子渗氮、渗碳工艺 ;激光、电子束技术的应用,又使金属获得了新的表面热处理和化学热处理方法。
第三节 我国锚链附件生产工艺创新路径
国外部分企业的成功经验表明,用于 研究 开发的投资占企业销售额的1%时,企业难以生存,占2%时可勉强维持,占5%时才有竞争力,我国锚链附件企业用于 研究 开发的投资平均水平并不高。
针对上述 行业 发展中存在的问题,我国锚链附件 行业 应走产学研相结合的道路,建立产业技术创新战略联盟。要健全产学研一体化的技术创新体系,要探索建立产业技术创新联盟,构建企业与优秀的 研究 院所和著名的高校相结合的共性技术创新平台,瞄准发展的共性关键技术与装置,共同开发、共担风险、联合竞争、共同受益。
第四节 国内锚链附件生产设备介绍
首先是锻压设备技术落后:我国仍有2200多台老式蒸(空)锻锤(其中30%为模锻锤)正在使用之中,而常用蒸(空)锻锤设备的能源利用率不到5%,同时产生驱动锤头的蒸汽会消耗大量水资源,并且燃烧煤产生蒸汽时会排放出大量的CO2及其它有害气体而污染空气。其次是我国锻压设备生产的锻件精度较低,零件“肥头大耳”,造成材料资源的利用率低,浪费比较严重。
第五节 国内锚链附件生产设备应用 分析
与工业发达国家相比,我国在锻压设备的精密化、自动化(包括全自动化锻造生产线)方面还存在着相当大的差距:
发达国家锻造设备可以生产质量公差小于±1%的轿车精密连杆,即通常只有8g左右的质量差意味着锻件必须控制小于0.1mm的厚度差,这在数千吨级的锻压设备上是非常高的要求,我国一般能达到±2%~3%。
我国锻压设备和锻压工艺过程技术向着自动化、精密化方向发展是必然趋势。
第六节 我国锚链附件生产设备技术研发 分析
热处理设备 行业 龙头企业丰东股份针对热处理的精密智能控制、节能环保、可控气氛和真空热处理技术等方面的课题,坚持走科研成果产业化、产学研结合的道路。2003年,公司与上海交大潘健生、南京航空航天大学联合成立了江苏省级热处理及表面改性工程技术 研究 中心,建立了三方技术交流和合作的平台。
丰东股份的多项产品通过了江苏省、中国热处理 行业 协会的科技成果鉴定,曾获得“国家科学技术进步二等奖”(目前国内热处理 行业 获得的最高奖项),“教育部科技进步一等奖”,“热处理科技创新奖”,“机械工业科技进步三等奖”,“国家火炬计划项目”,“江苏省火炬计划项目”,“江苏省高新技术产品”,“热处理先进设备”奖项或称号。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


