
第一节 中国钢筋混凝土轨枕项目产业发展环境
一、宏观经济环境 分析
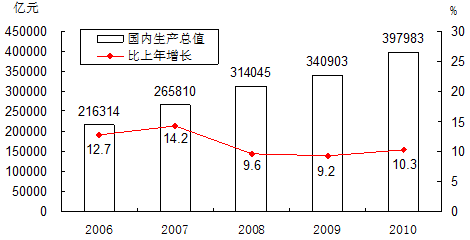
初步核算,2010全年中国国内生产总值[2]397983亿元,比上年增长10.3%。其中,第一产业增加值40497亿元,增长4.3%;第二产业增加值186481亿元,增长12.2%;第三产业增加值171005亿元,增长9.5%。第一产业增加值占国内生产总值的比重为10.2%,第二产业增加值比重为46.8%,第三产业增加值比重为43.0%。
2006-2010年国内生产总值及其增长速度
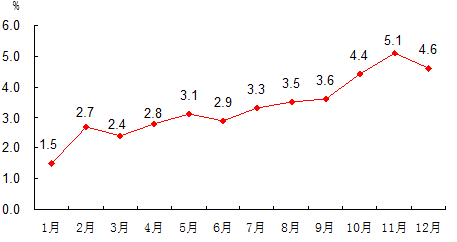
居民消费价格一季度同比上涨2.2%,二季度上涨2.9%,三季度上涨3.5%,四季度上涨4.7%,全年平均比上年上涨3.3%,其中食品价格上涨7.2%。固定资产投资价格上涨3.6%。工业品出厂价格上涨5.5%。原材料、燃料、动力购进价格上涨9.6%。农产品生产价格上涨10.9%。
2010年居民消费价格涨跌幅度(月度同比)
2006-2010年居民消费价格涨跌幅度

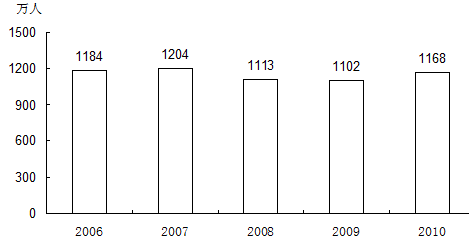
全年城镇新增就业1168万人,比上年增加66万人。年末城镇登记失业率为4.1%,比上年末下降0.2个百分点。全年农民工总量为24223万人,比上年增长5.4%。其中,外出农民工15335万人,增长5.5%;本地农民工8888万人,增长5.2%。
2006-2010年城镇新增就业人数
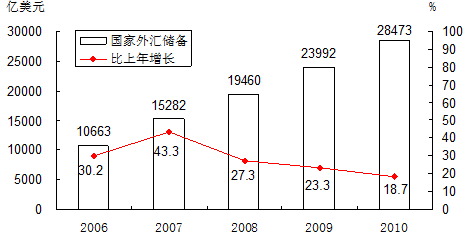
年末国家外汇储备28473亿美元,比上年末增加4481亿美元。年末人民币汇率为1美元兑6.6227元人民币,比上年末升值3.0%。
2006-2010年年末国家外汇储备及其增长速度
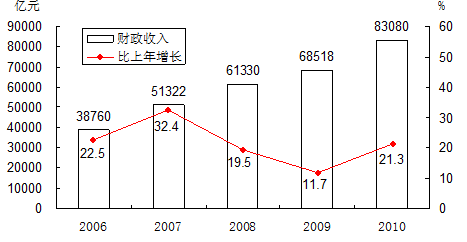
全年财政收入83080亿元,比上年增加14562亿元,增长21.3%;其中税收收入73202亿元,增加13680亿元,增长23.0%。
2006-2010年财政收入及其增长速度
二、政策法规及标准
1、政策
《“十二五”高端装备制造业产业发展 规划 》
高端装备制造业“十二五” 规划 在发展方向上着眼五个细分 行业 :航空、航天、高速铁路、海洋工程、智能装备。《“十二五”高端装备制造业产业发展 规划 》预计到2015年,高端装备制造业年销售产值将在6万亿元以上;力争到2020年,高端装备制造业销售产值占装备制造业销售产值的30%以上,国内市场满足率超过25%。《“十二五”高端装备制造业产业发展 规划 》在高速铁路方面,重点研发高速列车、中转列车、城际和城市快捷轨道车辆列车运行控制系统。
“十二五”期间装备制造业的发展思路可总体概括为一个战略、一个目标。一个战略是调整转型、创新升级;一个目标指的是推进装备制造业由大变强“结构调整主攻方向为产业技术结构和企业组织结构。创新升级是指大力推行自主创业,促进产业优化升级。
“十二五”期间装备制造业的发展目标为:
1)自主创新能力显著提高。突破和掌握一批重点领域的核心技术,形成一批自主技术和标准,重大技术装备自主化能力和水平大幅提升,科技重大专项取得重大阶段性成果,全 行业 新产品率超过30%,获专利授权数年均增速达到50%,科技进步对经济增长的贡献率大幅提高。
2)产业结构优化升级。传统装备制造业素质进一步提高,战略性新兴产业形成局部优势,现代制造服务业快速发展,形成一批具有国际竞争力的大企业集团和国际知名品牌,发展一批具有全球影响力的装备制造集聚区,新兴产业产值占全 行业 工业总产值的比重达到15%,大型企业集团制造服务业收入占其销售收入比重达到30%以上。
3)发展的协调性明显增强。常规装备制造业水平位居世界前茅,重大成套装备、高技术装备和高技术产业所需的装备自主化率达到80%,基础配套能力大幅提升,关键零部件、基础件自主化率达到80%,通用零部件基本满足国内需求。
4)发展质量和效益稳步提高。全要素生产率明显提高,工业增加值率达到35%左右,经济效益综合指数高于国家工业平均水平,在优化结构、提高效益基础上,实现装备制造业平稳协调健康发展。
5)可持续能力进一步增强。工业万元增加值能耗、水耗逐步下降;企业清洁生产审批比率、工业固体废弃物利用率逐步提升,循环经济和绿色产业体系基本形成。
《“十二五”高端装备制造业产业发展 规划 》指出,发展高端制造业需要构建政策体系支持“十二五”期间,国家将借鉴国外同 行业 的振兴做法, 研究 制定《装备制造业振兴法》,建立重大技术装备跨区域、跨 行业 、跨部门的协调机制,统筹制定装备制造业的相关政策,组织协调重大技术装备联合公关,协调落实依托工程,组织并监督实施国产化方案。充分发挥 行业 协会的作用,加强 行业 检测和信息引导,引导企业健康发展。
与此同时,建立重大技术装备研发创新奖励制度,对研制、使用国内自主创新平台的首台(套)装备的企业,给予适当的研发奖励,鼓励保险公司开展首台(套)重大技术装备的保险业务。
此外,还加大金融支持力度。增加出口信贷资金力度,支持国内企业承包国外工程,带动成套设备和施工机械出口,鼓励金融机构以保单贷款、出口订单抵押贷款等多种方式,支持出口企业融资。
2、标准
《铁路混凝土结构耐久性设计暂行规定》
GB175 硅酸盐水泥、普通硅酸盐水泥
TB10210 铁路混凝土与砌体工程施工规范
GB/T176 水泥化学 分析 方法
GB/T8077 混凝土外加剂匀质性试验方法
GB/T8077 混凝土外加剂匀质性试验方法
GB/T18736 高强高性能混凝土用矿物外加剂
JC/T420 水泥原料中氯的化学 分析 方法
GB/1499 钢筋混凝土用热轧带肋钢筋
GB/T701 低碳钢热轧圆盘条
GB/T343 一般用途低碳钢丝
ASTM C1202 混凝土氯离子渗透性试验方法
TB10425 铁路混凝土强度检验评定标准
GB/T50081 普通混凝土力学性能试验方法标准
GBJ82 普通混凝土长期性能和耐久性能试验方法
TB/T2922 铁路混凝土用骨料碱活性试验方法
TB/T3054 铁路混凝土工程预防碱骨料反应技术条件
第二节 钢筋混凝土轨枕项目技术发展现状
一、技术 发展 分析
我国钢筋混凝土轨枕经历了“弦Ⅱ 一6lA型”、“弦一6l型”、“弦65B型”、“弦69型”、“筋69型”、“丝79型”、“丝8l型”、“筋8l型”、等型号,其中69型设计图纸以作废,工厂不再生产。1984年铁道部为改变过去混凝土枕名称混乱状态,统一了名称并减少类型为“S一1型”、“S一2型”、“J一2型”、“S一3型”预应力钢筋混凝土轨枕,之后又称“I型”、“Ⅱ型”。相继又设计了“新Ⅱ型”、“Ⅲ型”预应力钢筋混凝土轨枕。
目前“I型混凝土枕”新建及改建铁路已很少铺设,既有线路还占一定比例。“新Ⅱ型混凝土枕”(已逐渐取代Ⅱ型)是目前我国轨枕中强度较高的类型,也是主型轨枕,适用于次重型、重型轨道。“Ⅲ型混凝土枕”自1988年开始研制,结构更趋于合理,强化了轨道结构,适用于高速、重载铁路。钢筋混凝土轨枕采用预应力钢筋混凝土制造,“I型”、“Ⅱ型”“新Ⅱ型”均为带挡肩型式,全长为2 500 mm。“Ⅲ 型”有带挡肩和无挡肩2种型式,全长为2600 mm。轨枕与钢轨的连接最原始是采用在轨枕上预埋木栓的方式,将连接螺栓固定在预埋木栓内,此法早已被淘汰。目前通常采用在轨枕上预留孔,将连接螺栓用硫磺锚固法固定在预留孔内。无挡肩的“Ⅲ型混凝土枕”采用预埋铁座的方式连接。
二、工艺流程或特点
1、钢筋混凝土轨枕原材料的选择与加工
钢筋混凝土轨枕原材料的选择直接关系到轨枕的静载强度和使用寿命,对混凝土轨枕使用的原材料,设计单位只能根据计算作一些原则规定,由于各工厂所处地理位置不同,生产厂家有更多的优化选择权。但是不论原材料有多大的差异,厂家必须严格控制在规定的选材范围之内。
我国钢筋混凝土轨枕与发达国家设计条件相近的钢筋混凝土轨枕相比,承载力偏低,使用寿命偏短,其原因是多方面的,其中包括砂石料不分级,碎石偏大且河卵石比例大,含泥量偏高。借鉴国外经验,混凝土生产严格掌握砂石粒径与配比,碎石要在5~20ram之间分为2级或3级,尽量选用碎石而不用河卵石,尽可能选用强度较高的火成岩,如花岗岩等,而少用水成岩,如石灰岩等,尤其不能用那些风化严重的石料做成的碎石。对砂、石的含泥量必须引起足够的重视.一般情况下采赡的砂石都要经过水洗,其含泥量分别不得超过1%和0.5% ,使用河卵石要经过破碎,而且粒径要符合分级要求。要选用525及以上标号水泥,水泥的细度要达到一定要求,而水泥中SO3 的含量不得超过3.5%,含碱量(K、Na)必须控制在0.6%以内,A12O3含量不得超过11% 如果含碱量超过0.6%,再与碱活性高的骨料混合,就会导致碱骨斟反应,3、5年之后,轨枕就有可能发生裂纹,尤其在潮湿、冻涨环境下,裂纹有可能发展很快,情况严重的会造成钢筋的锈蚀。
2、钢筋混凝土轨枕的配筋与锚同形式
为了提高预应力钢筋混凝土轨枕的承载能力和使用寿命,在设计和生产时必须解决好钢筋或钢丝与混凝土之间的预应力有效传递问题。传统的锚固形式大体分为两类,一类是先张法靠握裹力自锚,为增大锚固能力,可采用螺纹钢或刻痕钢丝,靠钢筋或钢丝表面的变形来增加钢材与混凝土两种材质介面之间的摩擦力,以加强握裹;另一类是后张法的自锚,即采用锚固板或锚固螺栓,靠设置在轨枕两端的档板或螺栓施加对整个轨枕混凝土的预应力,无需追求两种材质介面之间的摩擦力。
在选择锚固形式时,更多考虑的是如何防止轨枕混凝土在列车动载作用下产生纵裂和当轨枕遭受破坏后能保持轨距让列车慢行通过。一些有经验的国家经过试验比较认为,采取德国人最早发明的先张法自锚加锚固板(复合锚固)更有利于抗裂和保持轨距。预应力钢筋的锚固对轨下试验有明显的影响。使用轧制螺纹钢筋轨枕最不利,镦头钢筋加锚固板钢筋系统的试验结果最令人满意。各种不同类型轨枕的枕中试验与轨枕断面几何特征和预应力钢筋的配筋量明显相关。
国外采用复合锚固的轨枕,不加箍筋;而传统锚固的轨枕无论是先张还是后张,或是采用螺纹钢或压波钢丝,为了防止轨枕纵裂都要加许多箍筋。两种形式比较,每根轨枕的总用钢量相差甚微。但就生产工艺而论,无箍筋比有箍筋简便得多,可节省劳动力和手工作业。由于这种复合锚固形式最为可靠。又有综台技术经济效益,已为法、意、西、澳等不少国家所采用。钢筋或钢丝规格、型号 材质的选择要根据轨枕对预应力的要求进行,通常采用冷拔钢筋或钢丝,我国还专门研翩了调质螺纹钢。配筋(丝)量与筋(丝)位布置对轨枕的强度影响较大。科学的配筋(丝)既能满足预应力要求叉能降低消耗量。目前,全世界各种型号的轨枕,采用钢筋的,通常选择Φ7至Φ10,配置4至8根,有的用光面的,有的用螺纹的;采用钢丝的,通常选择Φ3光面或Φ3刻痕的。工厂对钢材的选择还要结台生产工艺和设备条件进行。目前,我国的轨枕厂大多数选用Φ3光面钢丝压渡工艺,少数厂选用Φ10调质螺纹钢。调质螺纹钢筋比钢丝售价高,但生产中容易张拉和保持丝位。
3、钢筋混凝土轨枕的养护形式与温度
钢筋混凝土轨枕的养护温度和湿度关系到轨枕脱模时混凝土强度和使用中后期强度的形成。这一点已得到许多同行们的重视。通过养护,使轨枕在脱模时达到规定的强度。在我国,为了提高轨枕的生产节奏,不少工厂把蒸汽养护温度的值定为80℃,甚至比这还高。但是,同行们逐步感觉到,在8O℃养护温度下,养护出厂的轨枕后期强度问题较多,轨枕的平均使用寿命只有14年左右。远远达不到国外同类产品使用5O年的标准 其原因固然与使用条件、混凝土本身的级配、含混量、含碱量等有关,但专家认为在同等条件下,影响后期强度至关重要的因素是养护温度的选择。混凝土的微观结构随养护温度、湿度和时间的变化而变化,在养护期间,混凝土除了受外界温度的影响外,还要受自身永化热温度的影响。在养护过程中用喷水增加湿度的方法来控制温度或喷一种化学物质保持轨枕内水份不外逸德国规定养护湿度为8O%以上。微观观察发现,养护温度超过50℃时,混凝土亚微观结构发生微裂纹。这种微裂纹潜在于混凝土之中,而人的眼睛并不能看到。 研究 认为,这种亚微观结构中的微裂纹现象是导致后期强度降低、影响使用寿命的主要原因。因此,许多国家生产厂家的养护温度呈降低的趋势,德国、法国、意大利、澳大利亚、西班牙等皆是 而我国一直延用80℃养护制度。部物资总公司已决定逐步改造现有工厂的养护条件,第一步要尽快将温度由8O℃降至6O℃以下,然后再逐步降低。引进生产线的养护温度可按国外公认的最佳养护温度设定。
第三节 钢筋混凝土轨枕项目产业发展特点
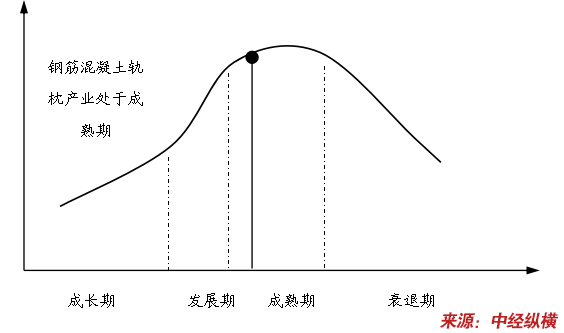
一、周期性阶段
钢筋混凝土轨枕产业生命周期判断
二、区域性分布
政府已将高速铁路作为优先发展的战略性新兴产业,今后将在财政投入、建设用地、技术创新、经营环境等方面加大支持力度。《中长期路网 规划 》提出,到2020年,全国铁路营业里程达到10万公里,主要繁忙干线实现客铁货分线,建设客运专线1.2万公里以上。2008年,对《中长期路网 规划 》进行了调整,确定到2020年,全国铁路营业里程达到12万公里以上,建设客运专线1.6万公里以上。以上 规划 将提前到2015年完成。
根据《中长期路网 规划 》,我国高速铁路发展以“四纵四横”为重点,构建快速客运网的主要骨架,形成快速、便捷、大能力的铁路客运通道,逐步实现客货分线运输。“四纵”是指北京~上海高速铁路;北京~武汉~广州~深圳(香港)高速铁路;北京~沈阳~哈尔滨(大连)高速铁路;上海~杭州~宁波~福州~深圳高速铁路。“四横”是指青岛~石家庄~太原高速铁路;徐州~郑州~兰州高速铁路;上海~南京~武汉~重庆~成都高速铁路;上海~杭州~南昌~长沙~昆明高速铁路。同时,以环渤海地区、长三角地区、珠三角地区以及辽中南、山东半岛、中原地区、江汉平原、湘东地区、关中地区、成渝地区、海峡西岸等经济发达和人口稠密地区为重点,建设城际高速铁路,覆盖区域内主要城镇。
三、产业链发展
1、上游钢材
1)2010年钢材生产地区 分析
我国钢、铁、材产量最大的4个区域为:河北省、江苏省、山东省和辽宁省,合计产钢、铁、钢材占全国产量的比例分别为:49.72%、50.66%和47.99%,基本上占总量的一半左右。因此,做好这4个省的工作,对于钢铁 行业 的全局是非常重要的。
2010年1-12月中国钢材产量分省市统计
单位:万吨
| 地区 | 12月产量 | 1-12月止累计 | 12月同比增长(%) | 1-12月止累计同比增长(%) |
| 全国 | 67,843,250.23 | 796,274,323.15 | 3.54 | 14.69 |
| 北京 | 478,452.46 | 7,940,238.80 | -32.82 | 3.23 |
| 天津 | 3,859,101.09 | 44,837,078.97 | -9.8 | 12.75 |
| 河北 | 10,745,997.62 | 167,572,333.93 | -29.81 | 8.45 |
| 山西 | 2,550,105.18 | 28,619,954.55 | 13.15 | 24.98 |
| 内蒙古 | 1,360,847.91 | 13,414,051.97 | 38.74 | 2.51 |
| 辽宁 | 4,883,726.78 | 56,617,594.15 | 6.3 | 13.86 |
| 吉林 | 578,313.30 | 8,758,036.00 | -8.86 | 3.83 |
| 黑龙江 | 496,664.35 | 5,660,304.88 | -6.42 | 11.57 |
| 上海 | 2,090,935.22 | 24,759,477.47 | 5.07 | 10.59 |
| 江苏 | 8,323,296.42 | 91,229,542.71 | 22.9 | 18.35 |
| 浙江 | 2,525,575.31 | 28,326,035.53 | -0.88 | 19.84 |
| 安徽 | 2,254,431.49 | 24,463,645.69 | 7.81 | 13.79 |
| 福建 | 1,267,549.71 | 13,405,616.22 | 13.92 | 17.57 |
| 江西 | 1,574,348.68 | 19,515,521.28 | -8.49 | 18.4 |
| 山东 | 6,458,163.19 | 66,721,706.77 | 44.92 | 12.25 |
| 河南 | 2,653,369.20 | 31,964,224.00 | -0.31 | 13.43 |
| 湖北 | 2,915,602.63 | 28,947,177.13 | 43.76 | 33.66 |
| 湖南 | 1,815,099.55 | 18,117,269.16 | 37.99 | 20.82 |
| 广东 | 2,906,143.57 | 29,188,853.94 | 11.42 | 23.34 |
| 广西 | 1,424,914.97 | 15,542,282.67 | -1.34 | 28.99 |
| 海南 | 14,928.10 | 145,454.54 | 46.06 | 38.88 |
| 重庆 | 685,048.16 | 7,182,459.36 | 49.4 | 48.56 |
| 四川 | 1,742,535.02 | 19,765,507.06 | 16.65 | 7.76 |
| 贵州 | 343,654.83 | 3,910,354.99 | -2.84 | 14.36 |
| 云南 | 1,196,264.70 | 12,130,561.94 | 21.75 | 22.03 |
| 陕西 | 1,194,835.69 | 9,948,927.85 | 41.45 | 10.16 |
| 甘肃 | 585,270.10 | 6,991,655.61 | 1.28 | 8.46 |
| 青海 | 110,167.00 | 1,379,068.00 | 6.74 | 10.27 |
| 宁夏 | 18,284.00 | 330,335.00 | -48.71 | -12.97 |
| 新疆 | 789,624.00 | 8,889,052.98 | 26.71 | 29.16 |
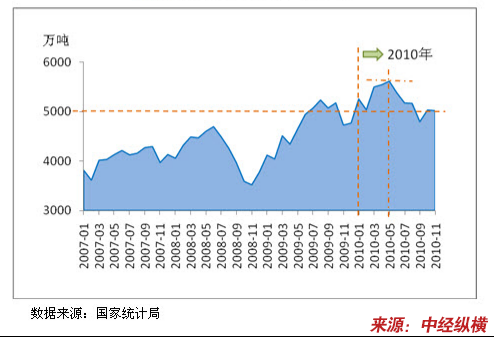
2)2010年钢材生产月度 分析
2010年,我国粗钢产量呈现前高后低的态势。前5个月粗钢产量连续上升,并连续3个月创历史新高,其中5月份粗钢产量达到5614万吨。前5个月月度粗钢产量平均增长速度接近25%,粗钢产量大幅增加。粗钢产量大幅上升的主要原因是对后市普遍看好,1-5月份期间,钢厂几乎全部开足马力生产。其中,3月份有消息称,当时已出现国内外抢占有限钢材资源的迹象,一些钢厂在满负荷生产时会优先考虑价高的国外订单进行生产。今年上半年,由于去年在铁矿石价格相对低价时超量进口了大量的铁矿石,为粗钢生产提供了充足的原料保障。
6月份开始,月度粗钢产量连续4个月下降。到9月份,年内首次出现月度粗钢产量低于5000万吨。粗钢产量在6月份出现下降的原因是由于前期粗钢产量居高不下,市场供大于求矛盾逐步突显,同期钢价也处于下跌局面,部分钢厂的自行减产。8、9月份粗钢产量下降则主要是国家“节能减排”政策执行力度不断加强导致的,特别是9月份,由于限电措施的实施,部分地区钢厂不得不减产停产。10、11月份,粗钢产量有所回升主要是今年“节能减排”任务基本完成,“节能减排”政策执行力度有所趋弱。据悉,12月份,随着今年“节能减排”任务的完成,钢铁业“节能减排”政策执行力度继续放松,除部分地区钢厂仍阶段性限电外,大部分钢厂生产逐渐恢复正常。预计,12月份粗钢产量也将继续有所回升。据截至11月份数据估算,2010年全年粗钢产量6.3亿吨,较去年同比增长约10%,但增速较去年略有下降。
2010年我国月度粗钢产量
单位:万吨
2、上游水泥
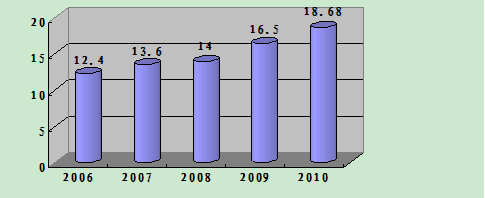
在国民经济建设中,水泥是不可或缺的基础原材料。作为重要的基础产业,水泥 行业 的发展程度成为一个国家社会发展水平和综合实力的重要衡量指标。我国经济正处于高速发展期,基础设施建设成为国内投资最主要的方式。因此,水泥作为最主要的原材料之一,必然也处于扩张阶段。据相关资料统计,改革开放时,我国水泥产量仅为6524万吨,经过30来年的发展,到2010年,我国的水泥总产量已达到了18.7亿吨。其总产量连续25年位居世界第一。据专家预测到2011年,我国的水泥总产量将到达20亿吨左右。
中国近五年水泥总产量
单位:亿吨
3、下游
铁路作为国民经济的大动脉、国家重要基础设施和大众化交通工具,在我国经济社会发展中具有重要作用。多年来我国铁路运输不能适应国家经济持续快速发展的需求,成为制约国民经济快速发展的瓶颈。高速铁路速度快、运量大、能耗少、污染小、安全、舒适、占地少,20世纪90年代初,我国铁路专家就提出,中国修建高速铁路势在必行。高速铁路是一个高科技技术,包括了宇航、冶金、材料、电子、机械等高技术所形成的综合性的技术配套系统,需要做大量的准备工作。尽管面临很多困难,但是在中国必须发展高速铁路这一点上达成了共识,并付出了艰辛努力。
我国建设高速铁路的战略设想是:第一步,在近期内对选定的既有线进行改造,以较小的投资,较短时间能实现旅客列车时速达160公里的准高速铁路,并在其中设置供高速列车运行的试验段,在积累经验的同时,为在我国大量的既有线进一步提高速度提供技术储备;第二步,在21世纪初,建成一条时速达250公里~300公里的高速客运专线,以后再逐步发展。
中国作为一个典型的大陆性国家,人口众多,幅员辽阔,经济联系和交往跨度大,需要有一种强有力的运输方式将整个国家和国民经济联系起来。铁路作为重要的基础设施,国民经济的大动脉和大众化的交通工具,最显著的特点是运载量大、运行成本低、能耗少,既在大宗、大流量的中长以上距离的客货运输方面具有绝对优势,又在大流量、高密度的城际中短途旅客运输中具有很强的竞争力,是最适合我国经济地理特征和人们收入水平的骨干运输方式。虽然改革开放以来,我国的铁路建设事业取得了举世瞩目的成就,但是与国民经济和社会发展的需求相比,我国铁路无论是规模还是质量都还存在很大的差距。为从根本上解决铁路供需矛盾,国家制定了铁路中长期
规划
以及“十二五”铁路建设发展
规划
。根据国务院批准的《综合交通网中长期发展
规划
》,2020年我国铁路网营业里程将达到12万公里以上,建设客运专线1.6万公里以上。
免责申明:本文仅为中经纵横
市场
研究
观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


