
第一节 拉丝铝板卷产品分类与构成 分析
一、拉丝铝板卷 行业 产品分类标准
铝板拉丝通常包括:短拉丝系列和长拉丝系列。
短拉丝氧化铝表面类似于304不锈钢,风格粗犷,金属感强烈。
长拉丝氧化铝表面类似于304发纹不锈钢,丝路柔和。
二、拉丝铝板卷产品国内需求市场份额
拉丝铝板卷项目市场需求结构分布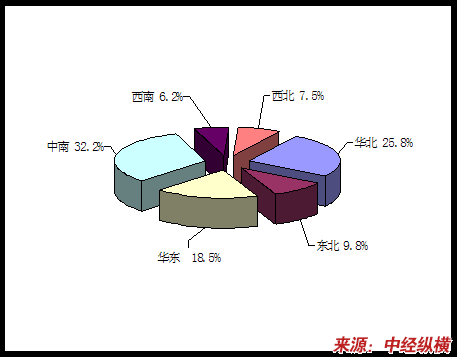
第二节 国内拉丝铝板卷产品 技术工艺 应用 分析
拉丝模是各种金属线材生产厂家(如电线电缆厂、钢丝厂、焊条焊丝厂等)拉制线材的一种非常重要的易消耗性模具。拉丝模的适用范围十分广泛,主要用于拉拔棒材、线材、丝材、管材等直线型难加工物体,适用于钢铁、铜、钨、钼等金属和合金材料的拉拔加工。由于拉丝模的成本约占拉丝费用的1/2以上,因此,如何降低拉丝模成本、提高其使用寿命是金属线材生产单位迫切需要解决的问题。
我国是线材生产大国,产量居世界前列。我国拉丝模制造工业从八十年代起发展较快,随着拉丝模制造水平的不断提高和生产工艺的不断改善,我国的拉丝模制造技术有了进一步的发展,尤其是在拉丝模的材质、结构等方面有了长足进步。
第三节 国外拉丝铝板卷产品 技术工艺 应用 分析
国外金属制品工业为提高生产竞争能力,越来越重视拉丝模的质量和制造工艺的改进,从提高拉丝模寿命人手,对拉丝模的材质、结构、制造工艺、制造设备以及检测仪器等进行了系统的 研究 ,开发出复合拉丝模、拉丝模新材料、表面涂层新技术、拉丝模新的孔型设计方法等,推动了世界拉丝生产的发展。
第四节 我国拉丝铝板卷产品技术应用成熟度解析
我国拉丝模制造工业从八十年代起发展较快,但总的来说与国外还有不小的差距。尽管国外生产的拉丝模种类与国内的差不多,但所用材料和工艺过程更加先进,拉丝模的加工精度、耐用性、耐磨性等指标均优于我国的产品。我国拉丝铝板卷产品技术应用成熟度一般。
第五节 拉丝铝板卷产品 技术工艺 与市场应用关系 分析
在市场经济持续发展的今天,国内企业已逐步转向综合实力的竞争。在这种综合实力的竞争中,最重要的因素是技术。谁能掌握先进的生产技术,谁就能占据市场的主动。只有市场与技术二者有机结合,技术只有适应市场需要才能有好的发展前景。
技术创新以市场为导向,首先是适应先进生产力发展的时代要求。要想使企业保持先进,就要运用先进的技术,创造更先进的生产方式和更高的生产效率,推进结构战略性调整,形成发达的制造力。
其次,技术创新要与加快企业产品结构战略性调整相结合,做大做强特色产品,发展一批具有重大带动作用的先导性、战略性的高附加值产品。
从某种意义上讲,一个企业的成功就是一个品牌的成功,一个品牌的成功就是整个企业价值链整体的成功。企业只有明白自身的核心竞争力在价值链的哪个环节上,才能把握竞争优势。一个企业如果没有自己与时俱进的独特技术,让价值链在市场向前滚动时脱节,当然不可能满足不断攀升的市场需求。企业要长期占有市场优势,必须让自己求。企业要长期占有市场优势,必须让自己的技术及产品与时俱进。
正确恰当地处理好两者的辩证关系,顺应市场的发展趋势,是维系我国拉丝铝板卷长远健康发展的必要条件。
第六节 不同类型生产工艺优缺点比较
拉丝可根据装饰需要,制成直纹、乱纹、螺纹、波纹和旋纹等几种。
直纹拉丝是指在铝板表面用机械磨擦的方法加工出直线纹路。它具有刷除铝板表面划痕和装饰铝板表面的双重作用。直纹拉丝有连续丝纹和断续丝纹两种。连续丝纹可用百洁布或不锈钢刷通过对铝板表面进行连续水平直线磨擦(如在有*现装置的条件下手工技磨或用刨床夹住钢丝刷在铝板上磨刷)获取。改变不锈钢刷的钢丝直径,可获得不同粗细的纹路。断续丝纹一般在刷光机或擦纹机上加工制得。
制取原理:采用两组同向旋转的差动轮,上组为快速旋转的磨辊,下组为慢速转动的胶辊,铝或铝合金板从两组辊轮中经过,被刷出细腻的断续直纹。
乱纹拉丝是在高速运转的铜丝刷下,使铝板前后左右移动磨擦所获得的一种无规则、无明显纹路的亚光丝纹。这种加工,对铝或铝合金板的表面要求较高。
波纹一般在刷光机或擦纹机上制取。利用上组磨辊的轴向运动,在铝或铝合金板表面磨刷,得出波浪式纹路。
旋纹也称旋光,是采用圆柱状毛毡或研石尼龙轮装在钻床上,用煤油调和抛光油膏,对铝或铝合金板表面进行旋转抛磨所获取的一种丝纹。它多用于圆形标牌和小型装饰性表盘的装饰性加工。
螺纹是用一台在轴上装有圆形毛毡的小电机,将其固定在桌面上,与桌子边沿成60度左右的角度,另外做一个装有固定铝板压茶的拖板,在拖板上贴一条边沿齐直的聚酯薄膜用来限制螺纹竞度。利用毛毡的旋转与拖板的直线移动,在铝板表面旋擦出宽度一致的螺纹纹路。
第七节 拉丝铝板卷生产工艺流程 分析
拉丝(又称刷丝、丝纹加工),分为拉长丝(刷长丝)和拉短丝(刷短丝)两种。
(1)拉丝前的板面处理
拉丝是铝板装饰处理最常用的一种方法。要求底面无擦伤、无划伤、无油污、无氧化皮等。虽然有的铝板衬有保护膜,但经过下料、搬运,对表面造成的划伤和擦伤很普遍,因此进行前处理是非常必要的。拉丝前的表面处理应按本文中的抛光和喷砂进行。
(2)拉长丝(直纹拉丝)
a.机械拉丝:专用拉丝机,它是利用含磨料的砂带旋转使其同铝板表面接触,在板面上形成有规则的、从顶端到下端的直线丝纹。用砂带进行直纹拉丝最好应在砂带上涂布煤油,这样拉出的丝纹光亮。
b.刨床改装拉丝机:将被拉丝的铝板固定在刨床的平台上,再将含磨料的尼龙刷或叠起的百洁布固定在刨床的刀架上,利用刨刀架往返的直线匀速运动对铝板表面进行直纹拉丝加工。
c.自制一个固定的台面将铝板固定,然后再仿照刨床的原理对铝板直纹拉丝。
d.其他手工操作包括以下工序。
·选一块方整的木块,表面裹上水砂纸(按粗细纹理选用砂纸),蘸煤油从上至下按一个方向擦拭,即可擦出直线纹。
·同样的方法,用平时五金商店出售的铜丝刷在流水下刷拭(也可以沾煤油), 同样可出现直线丝纹,只是丝纹较深。
·采用抛光的原理将抛光轮取下,换上含磨料的尼龙刷,铝板下垫~ 硬托板,在流水下进行刷拭。操作时应注意压力的均匀。
·在木块下垫一块百洁布,对铝板表面擦拭,在流水下或蘸煤油均可,也可以得到同百洁布拉长丝的效果。
e.用印制板的刷板机进行拉丝:一般印制板用的刷板机的刷辊,l50目为去毛刺用,200~220目为表面粗4t用,300目为刷光用,此设备可直接用于铝板的拉长丝用。
以上所介绍的除机械拉丝和刨床改装的拉丝机外,其他方法拉丝,丝纹不是很直,手工拉丝一是用力不均,二是方向有偏差。而印制板用的刷板机因是滚轮传动,时有跑偏现象,操作时应注意。
(3)拉短丝(断续丝纹)
拉短丝(断续丝纹)的加工是采用两轮的转速差而形成短丝。专用设备厂可以订做,也可以用印制板的刷板机改装,其方法是:用两组同向旋转的差动轮,一组为快速旋转的含磨料的尼龙刷辊,一组为慢速传送的橡胶辊。铝板从两组辊轮中通过,表面可磨出细腻的断续的直线短丝纹。比长丝更有特点,更突出金属晶纹。
第八节 国外拉丝铝板卷生产工艺发展阶段比较
铝元素是在1825年由丹麦物理学家H.C.奥尔斯德(H.C.Oersted)使用钾汞齐与氯化铝交互作用获得铝汞齐,然后用蒸馏法除去汞,第一次制得金属铝而发现的。
1854年法国科学家H.仙克列尔戴维里(H.Sainte Claire Diwill)创立的钠法化学法和1865年俄国物理化学家H.H.别凯托夫(Н.Н.Бекетов)创立的镁法化学法。法国于1855年采用化学法开始工业生产,是世界最早生产铝的国家。
铝土矿的发现(1821年)早于铝元素,当时误认为是一种新矿物。从铝土矿生产铝,首先需制取氧化铝,然后再电解制取铝。铝土矿的开采始于1873年的法国,从铝土矿生产氧化铝始于1894年,采用的是拜耳法,生产规模仅每日1t多。
到了1900年,法国、意大利和美国等国家有少量铝土矿开采,年产量才不过9万t。随着现代工业的发展,铝作为金属和合金应用到航空和军事工业,随后又扩大到民用工业,从此铝工业得到了迅猛发展,到1950年,全世界金属铝产量已经达到了151万t,1996年增至2092万t,成为仅次于钢铁的第二重要金属。
第九节 我国拉丝铝板卷生产工艺创新历程与途径
国外部分企业的成功经验表明,用于 研究 开发的投资占企业销售额的1%时,企业难以生存,占2%时可勉强维持,占5%时才有竞争力,而我国拉丝铝板卷企业用于 研究 开发的投资平均还很低。
针对上述 行业 发展中存在的问题,我国拉丝铝板卷 行业 应走产学研相结合的道路,建立产业技术创新战略联盟。要健全产学研一体化的技术创新体系,要探索建立产业技术创新联盟,构建企业与优秀的 研究 院所和著名的高校相结合的共性技术创新平台,瞄准发展的共性关键技术与装置,共同开发、共担风险、联合竞争、共同受益。
第十节 国内拉丝铝板卷生产设备简介
拉丝机种类繁多,按照拉丝的线径大小可以分为:微拉机(线径单位:丝)、小拉机(线径单位:0.Xmm)、中拉机(线径单位:mm)、大拉机(线径单位:1X mm)从拉丝机内部控制方式和机械结构来说,又可以分为水箱式、滑轮式、直进式等主要的几种。对于不同要求,不同精度规则的产品,不同的金属物料,可选择不同规格的拉丝机械。而于钢丝生产企业和高端丝材,针对材料特性,其精度要求和拉拔稳定度高,因此使用直进式拉丝机较多。尽管拉丝工艺不同,但其工作过程基本上可以划分成放线、拉丝、收线等3部份工艺过程。
第十一节 国内拉丝铝板卷生产设备应用现状
目前,我国没有有实力的拉丝铝板卷生产设备生产商,拉丝铝板卷生产设备一般由意大利、韩国等国进口。如我国最大的拉丝铝箔生产厂家浙江巨科装饰材料有限公司,引进国际先进技术和整套1700mm意大利进口设备,采用本公司独创地拉丝工艺,产品获得了较高的市场占有率。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


