
第一节 行业 最新科技应用状况
酒精生产 行业 是耗水大户,其中又以冷却水耗量最大。
水在酒精生产中不仅仅是一种重要的原料,也是调节生产工艺条件和辅助生产的一种重要物质。根据酒精生产中各种工艺设备对冷却水温度要求的差异,采用冷却水梯级利用,在循环水池内加除藻剂、缓蚀阻垢剂,可提高冷却水的循环倍数。
改造建立循环冷却水系统和恒压供水系统,使水降温后循环回用,冷却水通过接触传热和蒸发传热效应进行散热、冷却。将水池中温度较低的冷却水,经恒压供水系统送到换热器冷凝,冷却器使用冷却水温升高后的冷却水再流经冷却塔,通过水与空气对流接触进行冷却降温,然后循环利用。在循环冷却过程中,不断有少量水分因蒸发、风吹、排污渗漏而散失,因此,循环冷却水系统需补充少量的水,现已收到了很好的节水效益,对水资源的保护起到了重要作用。
余热回收工艺的应用,酒精成熟醪经粗塔蒸馏后,从塔底排出。110℃时,酒精糟液进入余热回收一级真空罐,经气液分离后,酒精糟液再进入二级真空罐,再经气液分离后,酒精糟液从110℃降至80℃,进入污水处理车间。110℃酒精糟液进入一、二级真空罐经气液分离后,余热蒸汽进入一、二级真空泵,经负压提取真空罐内的余热蒸汽,进入粗塔利用,吨酒精节约蒸汽0.5吨。
酒精蒸馏控制系统的改造升级,酒精蒸馏是酒精生产的最后一道工序。长期以来,由于生产条件的限制,自动化水平较低,产品的产量和质量受到一定的限制,尤其是像这样整个蒸馏过程都在蒸馏塔内进行的。因此,对诸如温度、压力、流量等工艺参数要求很严格,用一般手动操作很难达到理想的效果。
第二节 行业 科技发展趋势
利用酒精糟滤液、蒸馏冷却水进行拌料,在节约水、汽的同时,缓解了污水处理的压力,实现了资源的循环利用。浓醪发酵提高了成熟醪酒精含量,发酵结果明显提高,降低了能耗,减少了废水排放,降低了污水处理费用。通过循环水利用,降低吨酒精水的消耗量,减少地下水抽提量,对水资源的保护起到了重要作用。提高预热温度及余热回收蒸汽的再利用,来降低能耗。自动化控制系统升级改造后,对各个工艺参数进行调节、控制,达到提高产量和质量目的。
第三节 行业 发展趋势
(1)酒精产量继续保持快速增长,但增幅回落。
(2)出口受阻,食用酒精需求萎缩,供求格局失衡。
(3)酒精生产企业的竞争形式将体现在原料资源的争夺上,酒精生产继续向原料主产区转移和向大型化发展。
(4)原料的成本会越来越高,利润维持在较低水平。
(5)综合利用技术和“三废”处理技术逐步发展, 行业 循环经济和清洁生产技术水平逐步提高。
(6)燃料乙醇向“非粮”生产方向转变。
(7)公平的市场竞争环境将逐渐规范。国内的食用酒精市场竞争更加激烈;加上市场竞争环境的不断规范,因此必定会淘汰一批弱者。
第四节 2011-2014年 行业 运行能力预测
一、2011-2014年 行业 总资产预测
2011-2014年 行业 总资产预测
单位:千元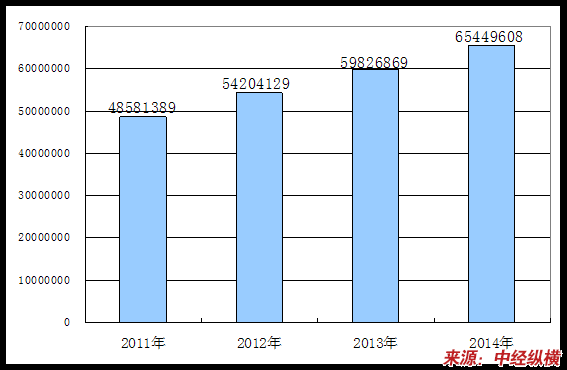
二、2011-2014年 行业 工业总产值预测
2011-2014年
行业
工业总产值预测
单位:千元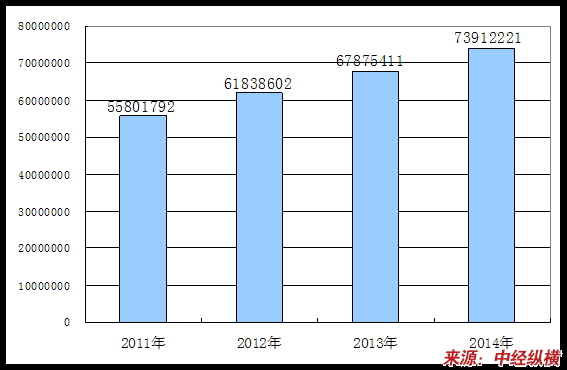
三、2011-2014年 行业 产品销售收入预测
2011-2014年
行业
产品销售收入预测
单位:千元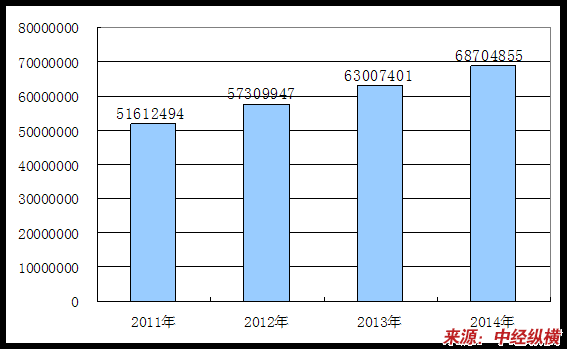
四、2011-2014年 行业 利润总额预测
2011-2014年
行业
利润总额预测
单位:千元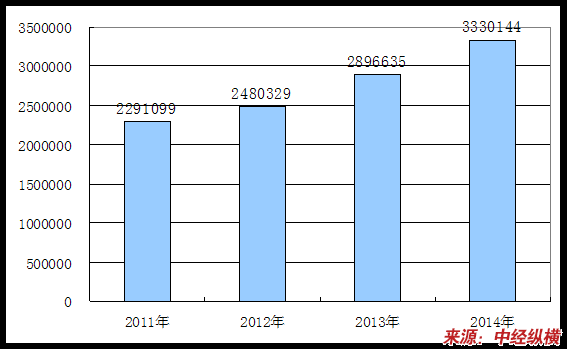
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


