
第一节 产品生产技术发展现状
综观国内外球铁生产及其技术近一、二十年的发展,主要工业国家球铁产量的比例均已达到30%左右;中国约比工业发达国家低1倍,但增幅最快,产量增长7倍,比例增长3倍。同期的灰铸铁件的比例逐年下降,可锻铸件的产量及比例均大幅度下降。
汽车工业是球铁的最主要用户,反映了球铁生产规模和生产技术的最高水平。以汽车铸件为代表的球铁大量流水生产,推荐采用如下三方面成套先进技术:
a. 高温低硫低氧的优质原铁水,是稳定内部质量的基础。
采用铸造焦、热风水冷冲天炉、电炉熔化或双联过热、摇包或气动脱硫、直读光谱仪快速 分析 成分等先进技术。
b. 专用球化剂、孕育剂及合理的球化、孕育工艺(随流或型内)是确保球化良好和基体稳定的必要手段。
c. 高刚度铸型及先进的型砂是提高铸件内、外质量的有效措施。
采用静压、高压、气冲加压、挤压等高紧实率铸型和树脂砂可有效减少缩松,提高铸件尺寸精度和降低粗糙度。
另外,为了适应多品种变批量的生产方式,还需应用快换模板、快调浇口、通气针和型砂定量等技术。综合采用上述成套技术,我国主要汽车铸造厂的工艺及装备已达到国际水平,生产规模也接近国际水平(如二汽铸造二厂年产量达7万吨),静态性能可稳定达到QT450-10、QT400-15、QT500-7、QT600-3,其中脱硫效果稳定的南汽铸态性能达到QT600-10,正火后可达到QT880-5的高性能水平。
离心铸管产量急剧增长,成为球铁的最大用户。离心球铁管由于强度高、塑性好、耐腐蚀性好等优点,故在供水、输气管道中大量应用。工业发达国家的离心球铁管产量已占铸管总产量的95%~98%,球铁总产量的40%~50%,成为球铁的最大用户。中小口径(<1000mm)铸管采用水冷金属型工艺(即冷模法);大口径采用热模法(喷涂料和衬树脂砂)。国外已能生产最大尺寸达DN2000mm×8000mm和DN2600mm×4000mm的铸管。
我国近十多年来引进和研制了一批离心球铁管生产线,生产能力已达70万吨,年销售量约30万吨,已占球铁总量的20%以上。其中新兴铸管集团公司产量最大,且已能用热模法大批量生产DN(1200~1600)mm×5000mm的大管径铸管。
第二节 产品生产工艺特点或流程
球铁铸件产品应用广泛,下面以风电类耐低温冲击球铁件为例来说明。
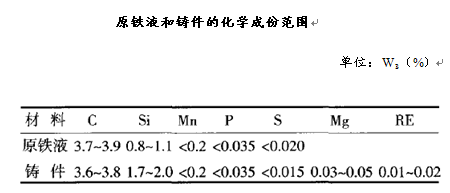
1、原材料选择
耐低温冲击球铁对原材料要求非常严格,生产中必须选择高纯生铁,原材料中Si、Mn、S、P含量越少越好。要求满足W(Si)<1.0% ,W(Mn)<0.2% ,W (S)<0.025% ,W (P)<0.04% ,对Cu、Cr、Mo、.ri、sn、v、w等合金元素要严格控制含量。Ti对球化影响很大,应控制在0.045%以下,我国生铁W (Ti)量普遍高,因此在选择生铁厂家时一定要注意。为控制干扰元素,需对生铁中微量元素总量(ΣT)加以限制。我国目前一般规定:ΣT≤0.1%,其中W(Ti)≤0.045%。
通常认为用于低温冲击球铁的生铁中,本溪生铁最好,W(Ti)≤0.027%;河南林州生铁W(Ti)≤0.033%。其他厂家的生铁微量元素含量多高于控制值,不宜采用。
如果条件允许,可选用QIT生铁,其W(S)≤0.O1% ,W(P)≤0.04% , (Mn)≤0.05%,ΣT≤0.07%,其中W(Ti)≤0.01% ,国外广泛使用于汽车铸件。该生铁产于南非,现国内已有经销和生产高纯生铁的单位。在生产中可在炉料中配入一定比例的QIT生铁来调整铁液的Ti等微量元素含量。
2、熔炼过程
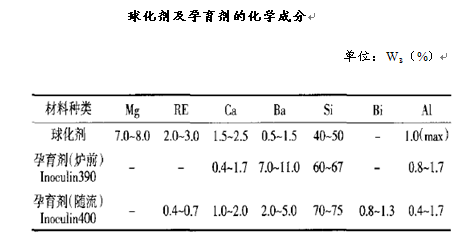
采用林州生铁及低Mn废钢进行生产,采用增碳剂等调整铁液成分,使用盖包法进行球化和孕育处理,孕育剂采用英国福士科公司生产的长效孕育剂,球化剂则采用英国福士科公司生产的厚大球铁件专用球化剂。浇注前将球化剂放置在球化包的堤坝一侧,其上覆盖0.5%的孕育剂,扒平后用专用压铁压紧。浇注时随流加入0.10%~0.15%、粒度为0.2~0.7 mm的高Ba孕育剂。
3、球化及孕育处理
1)球化处理及球化剂选择
由于风电 行业 耐低温冲击球铁件多为中、大件,断面很厚,冷却速度缓慢,因而凝固时间长,在铸件厚壁中心或热节处容易产生畸形石墨、球数减少和组织粗大等问题,这导致铸件力学性能下降,尤其是韧性更为明显。因此球化剂的选择极其重要。Mg、RE和ca是目前公认的促进石墨球化元素,一般球化剂都是由这几种球化元素的一种或几种起球化作用的。国内外已有很多企业可以提供多种成熟产品,但如何结合工厂生产来选择合适的球化剂,需要在实践中摸索。
由于国内原材料普遍存在微量元素含量高等特点,因此一般选择REMgSiFe合金球化剂。对于一些厚大件还有可能用到重稀土球化剂,但是一定要注意w(Y砖)量超过0.02%时可能导致白口倾向增大、石墨圆整度差等现象。另外,Mg虽可以使球墨圆整,球数增加,减缓球化衰退,但是也会加大铸件收缩和脆性,因此W (Mg残)量应在保证球化不产生衰退的前提下越低越好。根据笔者多年经验,W (Mg残)量控制在0.03%~0.05%较为适宜。
2)孕育处理及孕育剂选择
用于生产耐低温冲击球铁的孕育剂要求有较强的抗衰退能力。孕育的实质是脱O、脱S,并形成异质晶核。采用两次孕育,首次孕育采用福士科3~8 mm粒度的含Ba孕育剂,浇注过程中再采用0.2~0.7 mm粒度的含Bi孕育剂进行瞬时孕育,孕育量虽少,但孕育效果显著,既可改善断面中心部位的球化状况,使得球径小,球数多,又能提高铸态性能。
1)采取措施降低铸件冷却速度由于改变铸件冷却速度,可在较大范围内改变基体组织,即铸件随型冷却速度越慢,其基体组织中铁素体体积分数越高,但应防止出现晶粒及石墨球粗大。不同的造型材料导热能力不同,因此应优先选用干型砂或树脂砂等导热较慢的造型材料,同时适当加大吃砂量,尽量不用冷铁,对于薄壁件来说,适当提高浇注温度来减缓铸件冷却速度,尽量延长开箱时间。笔者所在的铸造厂采用两班生产,Et班浇注,夜班造型和打箱,将随型铸件集中摆放,减缓散热。因此,铸型有充足的冷却时间,达到了很好的效果。
2)加强球化率在线检测
使用超声波在线球化率检测仪进行球化效果检测,经过长时间的比较发现:该类铸件如声速试块的声速值大于5 600 m/s,则铸件本体球化率不会小于85%。因此对于声速值低于该值的铁液,应采取紧急措施加以补救,避免铸件生产出来才发现不合格,造成损失。
3)铁液的过热及静置
提高铁液熔炼温度,可使原材料中带入铁液的夹杂物及熔炼过程中形成的渣及夹杂物上浮至铁液表面,对球化后的铁液进行1-3 rain的静置,有利于活泼金属(如Mg,Ba、A1、Fe的氧化物及硫化物)上浮,从而净化铁液。但静置时问不可过长,否则容易导致球化和孕育衰退,或者造成回S现象翻;并一定注意勤扒渣,有利于聚集在熔炼过程或球化过程中形成的残存氧化物、硫化物,从而使铁、渣分离,保证进入型腔前的铁液得到良好的净化。这两项措施取得了很好的效果,至2009年底,共生产此轴承座100余件,没有出现渣孔导致的废品。
5、热处理
实际生产中,耐低温冲击球铁必须保证全铁素体基体,即珠光体体积分数需稳定控制在小于5%,才能达到低温冲击韧性的要求。而全铁素体基体由铸态保证,有时具有一定难度和风险,一般要求通过热处理的方式来保证铸件所需的金相组织。通过热处理工艺可以提高铁索体体积分数,对提高伸长率、冲击韧性都有帮助。同时通过热处理的方法,可适当放宽对原辅材料中部分元素的苛刻要求。
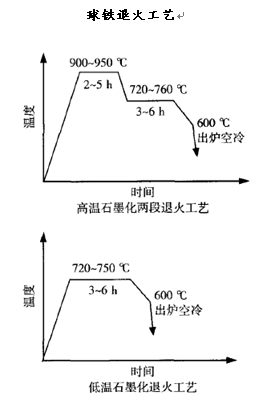
当球铁的铸态组织中自由渗碳体体积分数≥3%时,为了改善力学性能,必须进行高温石墨化退火,通常进行两阶段退火,高温阶段消除自由渗碳体,低温阶段是由奥氏体转变成铁素体,最终获得全铁素体基体组织;当铸态组织中无自由渗碳体时,进行低温石墨化退火,使共析渗碳体石墨化和粒化,以改善韧性和获得全铁素体组织。经检测,退火后的铸件在一20℃时的冲击韧性值最低为1 1 J/cm:,平均值达到14 J/cmz,完全符合客户的要求。
第三节 国内外生产技术发展趋势 分析
球铁铸件技术发展趋势是向厚大件发展。最近30年来国内外铸造工作者在厚大断面球墨铸铁方面进行大量的 研究 ,逐渐掌握了生产厚大断面球墨铸铁件的生产技术,并取得了共识:大断面球墨铸铁的组织与性能取决于原铁水的质量、铸铁的成份的控制和结晶条件以及所用球化剂的质量,大量 研究 认为,为了确保大断面球墨铸铁的机械性能,必须针对铸件具体壁厚、浇注温度、所用球化剂、球化处理工艺、冷却参数的优化以及有效的排渣措施进行严格控制,而适当的降低碳当量、多次强化孕育、合金化和热处理是改善球铁的有效措施。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


