
第一节 产品定义及发展历程
1、产品定义
用逆变技术的弧焊电源(又称弧焊逆变器)称为逆变焊机。而逆变与整流刚好相反,是指把直流电改变为交流电的过程。
逆变焊机的工作过程如下:将三相或单相工频交流电整流,经滤波后得到一个较平滑的直流电,由IGBT组成的逆变电路将该直流电变为几十KHZ的交流电,经主变压器降压后,再经整流滤波获得平稳的直流输出焊接电流。其变换顺序可简单地表示为:工频交流(经整流滤波)→直流(经逆变)→中频交流(降压、整流、滤波)→直流。如果用符号表示,即为:AC→DC→AC→DC
由于逆变工作频率很高,所以主变压器的铁心截面积和线圈匝数大大减少,因此,逆变焊机可以在很大程度上节省金属材料,减少外形尺寸及重量,大大减少电能损耗,更重要的是,逆变焊机能够在微妙级的时间内对输出电流进行调整,所以就能实现焊接过程所要求的理想控制过程,获得满意的焊接效果。
2、发展历程
1)国际
现代焊接设备的发展与电力电子技术和器件的发展密切相关。50年代末,功率半导体二极管开始用于焊接电源,所构成的弧焊整流器明显优于弧焊发电机。70年代初,由晶闸管(SCR)构成的可控整流式弧焊机的出现标志着现代电力电子技术开始进入焊接电源设备领域。SCR弧焊机的电气特性和工艺特性优于二极管整流弧焊机,是当时广泛应用的一种重要焊接电源设备。70年代中到80年代中,性能优良的自关断电力电子开关器件:功率晶体管(GTR),功率场效应管(MOSFET),绝缘栅晶体管(IGBT),可关断晶闸管(GTO)等相继出现。70年代末开始出现晶闸管式逆变弧焊机并主要应用于TIG和手工电弧焊,后来又推广到CO2、MAG等焊接方法和切割。1982年,华南理工大学访问学者在德国首先研制成功场效应管式弧焊逆变器,其应用领域从TIG到手工电弧焊、气体保护焊以及切割,促进了焊接设备更新换代的发展。80年代末又出现IGBT式逆变焊机,主要应用于各种电弧焊和切割。以功率晶闸管、晶体管、MOSFET、IGBT等为开关器件的新一代弧焊逆变器,采用高频PWM开关技术和微电子控制技术,淘汰了笨重的工频变压器和笨拙的电磁控制方式。它不仅具有高效节能、体积小、重量轻、多功能、多用途等优点,而且具有良好的动、静态特性和工艺特性。因而,新一代的弧焊逆变器自问世以来,受到广泛的重视,发展迅猛。1989年世界焊接与切割博览会(埃森博览会)上有30多家厂商展出了弧焊逆变器。1993年的埃森会上,绝大多数的厂商都展出了弧焊逆变器及设备。据IIWXIIC1993年11月所作的调查,逆变式焊机在日、美、欧等地使用的焊机中占17%,其中在气体保护焊和TIG焊中占30%以上。到了1996年,日本日立公司的IGBT逆变焊机已占MIG/MAG焊机的70%,占TIG焊机的95%以上,占切割机的100%,日本松下,大阪变压器公司的逆变式焊机都超过50%。以IGBT,MOSFET等为开关器件的弧焊逆变器,有着广泛的应用前景,是当前国际焊接电源设备发展的主流和方向。
2)国内
我国逆变焊机的 研究 开发起步于20世纪70年代末期,于20世纪80年代开始发展。1982年,成都电焊机 研究 所开始了对晶闸管逆变式弧焊整流器的 研究 ,于1983年研制出我国第一台商品化的ZX7-250逆变式弧焊电源,并通过了该项目的部级鉴定。随后,清华大学、哈尔滨工业大学、华南理工大学和时代公司等单位相继推出了采用各种开关元件的逆变式焊机。
现在,我国焊机逆变电源已形成4代产品:第一代是以可控硅SCR为主攻率器件的逆变器;第二代是晶体管逆变器;第三代是场效应管逆变器;第四代是IGBT逆变器,其逆变频率高,饱和压降低,功耗小,效率高,无噪声,与前3代逆变器相比,优势更明显。
第二节 产品特点及应用领域 分析
1、产品特点
弧焊逆变器的基本特点是工作频率高,由此而带来很多优点。这是因为变压器,无论是原绕组还是副绕组,其电势E与电流的频率f、磁通密度B、铁芯截面积S及绕组的匝数W有如下关系:
E=4.44fBSW
而绕组的端电压U近似地等于E,即:
U≈E=4.44fBSW
当U、B确定后,若提高f,则S减小,W减少,因此,变压器的重量和体积就可以大大减小。这样,就能使整机的重量和体积显著减小。不仅如此,还因为频率的提高及其他因素而带来了许多优点,与传统弧焊电源比较,其主要特点如下:
1)体积小,重量轻,节省材料、便携带(IGBT逆变电焊机重量仅为旋转弧焊机的1/6)。
2)高效节能,效率可达到80%~90%,比传统焊机节电1/3以上
3)起弧性能好,抗干扰,良好推力调节功能
4)电弧稳定,飞溅小
5)焊接品质好,熔池深,强度高
6)过压过流自动保护
7)可连续工作,性能稳定,具有电压波动自动补偿功能
8)适合各种酸性碱性焊条施焊
9)支持纤维焊条向下焊接
10)适合于与机器人结合,组成自动焊接生产系统
11)可一机多用,完成多种焊接和切割过程。
2、应用领域
电焊机(又称焊接设备)是现代工业重要的工艺装备,广泛应用于造船、化工、冶金、建筑、机械、汽车、轻工、电力等各工业部门,也是航天、电子、原子能等国防尖端工业中不可缺少的加工设备。
逆变焊机的主要应用领域于交流焊机和直流焊机应用领域一样。交流焊机一般都用在钢结构制造单位或一般通用机械或农业机械制造单位。直流主要用在制造压力容器锅炉,管道,或重要结构制造单位的焊接用焊机。
2007-2012中国焊割设备市场容量(按 行业 分)

第三节 产业链概述
一、在产业链中的位置
高效节能逆变电焊机产业链简图
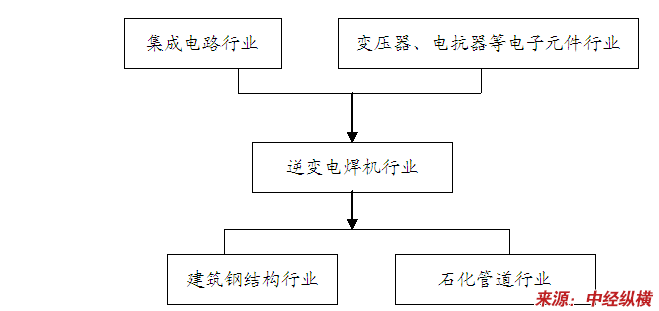
1、上游 行业
逆变电焊机 行业 的上游 行业 主要为集成电路 行业 及中频变压器、电抗器等电子元件 行业 。
上游 行业 为逆变电焊机 行业 提供原材料。上游 行业 主要从产品质量和制造成本两方面影响逆变电焊机 行业 。
2、下游 行业
逆变电焊机 行业 的下游 行业 为建筑钢结构 行业 、石化管道 行业 以及电力 行业 、金属家具 行业 等。
下游 行业 形成对逆变电焊机 行业 的产品需求。下游 行业 能影响逆变电焊机 行业 的价格和未来产品供给。
二、相关 行业 简述
1、上游 行业
1)集成电路 行业
2009年上半年中国集成电路产量为192.44亿块,同比下降了19.1%。全 行业 共实现销售收入467.92亿元。同比下降了26.9%。其中二季度产业实现销售收入265.18亿元,增幅由一季度的-34.1%收窄至-20.3%,环比则比一季度大幅增长30.8%,表明国内集成电路产业正在逐步走出低谷。2009年上半年我国进口集成电路金额为495.3亿美元,同比下降了20.8%;出口集成电路金额为95.9亿美元,同比下降了17.4%。上半年全球半导体市场959.27亿美元,同比下降24.8%。全球半导体市场的大幅萎缩对国内集成电路制造业造成较大的不利影响。上半年芯片制造业销售收入131.18亿元,同比下降了31.5%;封装测试业销售收入219.8亿元,同比下降了38.6%。与制造业和封测业的大幅下滑不同,上半年IC设计业实现销售收入116.94亿元,与去年同期相比增长9.7%,这主要得益于内需市场对IC设计企业的拉动效应。
2009年将是中国集成电路 行业 的转折年,目前中国半导体元件产品的供应量仅能满足中国市场不到14%的需求,预计到2013年这种供需间的差距将达到217亿美元。这种供需间的巨大差距给中国半导体元件产品设计业带来挑战与机遇。尽管全球半导体产业正在经历2000年网络泡沫之后的又一轮回调,但第三代移动通信(3G)的启动为通信产业带来技术创新与产业升级难得的商机。三网融合、数字城市和移动电视等新技术的出现,将有力地推动通信专用集成电路技术和产品的更广泛应用。由于中国正在成为全球电子系统产品的制造大国,因此,预计2013年中国的集成电路市场规模有望达到1001亿美元,约占全球芯片市场的35%。
2)电子元件
2009年1~12月,我国累计生产变压器126490.89万千伏安,其中,累计产量前5个省(市、区)是江苏、山东、河北、辽宁、陕西,累计产量同比增长较快的地区是宁夏、黑龙江、甘肃、湖北、云南等省(市、区)。
2009年10月,我国生产变压器10865.95万千伏安,同比增长4.67%,增幅比上年同期下降了15.27个百分点。11月,我国生产变压器10877.78万千伏安,同比增长-3.12%,增幅比上年同期下降了41.50个百分点。12月,我国生产变压器12262.52万千伏安,同比增长14.71%,增幅比上年同期上升了0.38个百分点。
2、下游 行业
1)建筑钢结构 行业
近年来,我国建筑钢结构 行业 获得了巨大的发展,涌现出一批优秀的钢结构建筑,如奥运鸟巢、北京植物园温室馆、首都机场等。建筑钢结构 行业 的跨越发展,为我国现代化城市建设作出了重要贡献。
建筑钢结构 行业 目前在我国是一个新兴 行业 ,从上世纪90年代发展起来,时间尚短。在发达国家新增建筑物中,钢结构的使用达到50-70%。在我国建筑钢结构的用钢量占钢铁总产量的比例不到5%。根据十一五” 行业 发展 规划 ,2010年建筑钢结构的用钢量将达到我国钢铁总产量的6%。以2010年钢产量5.5亿吨保守估计,2010年我国钢结构用量将达到3300万吨。
加之我国城镇化正处于快速发展阶段,2007年底,我国城镇人口5.94亿人,城镇化水平44.9%,比1982年的21.1%提高23.8个百分点,25年间年均增长0.95个百分点。预计未来10年~15年,我国城镇化仍将保持年均0.8~1个百分点的增长速度,而城镇化的快速发展必然带动建筑业的发展。
近年我国建筑业保持快速的发展,全国各地建筑业蓬勃发展。2009年,在严峻的国际大环境下,我国建筑 行业 依然显现出充足的活力,增长仍然保持25%以上。这受益于我国城市化进程的进一步发展,及国家4万亿投资对基础建筑 行业 的拉动,同时四川的灾后重建工程也对整个建筑业起到推动作用。预计这一势头将会继续保持。
由此可见,建筑 行业 的快速发展以及钢结构在建筑中的比例不断提升,将双重带动建筑钢结构用钢量的增长。通过对钢结构 行业 二十多家制造商的调研来看,制造商对 行业 发展前景一致看好,预计平均年增长速度会维持在17%以上。
2)石油管道 行业
目前,我国油气管道工程建设进入了飞速发展的阶段。截止2009年,已投入运营的油气管道6万多km,比2001年末的4万km,已增长了50%。初步形成了北油南运、西油东进、西气东输、海气登陆的油气输送格局,其发展速度和技术水平已跨入了世界先进行列。
天然气管道输送和液化储运在2009年我国装备制造业调整和振兴 规划 中,被列为十大重点工程之一,明确指出以西气东输二线、陕京三线等天然气管道输送工程为依托,发展长距离输送管道燃压机组、大型管线球阀和控制系统等装备;以浙江、江苏、珠海、青岛等液化天然气接收站工程为依托,发展大型液化天然气运输船及接收站等设备,这些举措将会进一步促进我国油气管道的发展。
目前,我国在建以及将建的天然气管线,除了西气东输二线、三线、四线,还有中亚、中缅、川气东送,中俄、海气登陆、LNG(液化天然气)干线管道。此外,还将构筑沿海管网,扩展和完善珠江三角洲、长江三角洲以及环渤海地区的天然气管网。油气管道的快速发展也得到业内人事的印证,中石油管道局工程公司副总经理简朝明在2009亚洲能源管道发展论坛上表示“金融危机对我们几乎没有影响,我们预计未来十年中国新建油气管道可达5万公里以上。”这意味着到2015年我国油气干线管道将超过10万公里,5年内将近翻一翻。根据对调研石化管道公司的数据统计,被调研的三十多家管道 行业 公司总体认为未来三年 行业 年平均发展速度保持在10%以上。
2009年油气管道部分在建工程统计如下
| 线路名称 | 大致管道长度(公里) | 管道起止地点 |
| 莫大线 | 900 | 漠河,大庆 |
| 泰青威 | 1000 | 泰安,青岛,威海 |
| 陕京三线 | 900 | 陕西,北京 |
| 中缅原油管道 | 771 | 管道将从缅甸西海岸马德岛出发,经缅甸若开邦、马圭省、曼德勒省和掸邦,从云南德宏傣族景颇族自治州瑞丽市进入中国,最后通到昆明。 |
| 川气东送管道 | 2203 | 起于四川普光,终于上海 |
| 中俄原油管道 | 960 | 从俄罗斯远东城市斯科沃罗季诺经中国边境城市漠河到大庆的中俄原油管道 |
| LNG(液化天然气)干线管道 | 356 | 主干线起自莆田秀屿首站,连接福州、莆田、泉州、厦门和漳州五城市 |


