
第一节 产品技术发展现状
采用传统热轧法生产黑铜线杆工艺在世界上已有一百多年的历史,进入上个世纪七十年代,世界工业发达国家相继开发了SCR法、properzi法、Contirod法、Secor法、Dip法、Upcast法等光亮铜杆连铸连轧生产线从而使世界铜线杆的生产发生了重大变革。
所谓传统热轧法就是把电解铜加到阴极反射炉中加热熔化,做铜,铸成船形锭。船形锭每根重80~90kg,然后再经加热炉加热,进入到横列式轧机中轧制,一般横列式轧机有十二或者十四座机架,才能轧成¢8~¢6mm的铜杆,由于此种铜杆表面氧化厉害,所以称黑杆,需经酸洗或者扒皮后再拉丝。
连铸连轧法与传统热轧法生产的铜线杆相比,具有长度长、节省能量,产品质量稳定、性能均一、表面光亮等特点。目前,传统的热轧法已经被连铸连轧所取代。
国产连铸连轧生产装备自20世纪80年代我国建成自行设计、制造的第一条铜线杆连铸连轧生产线以来,至今已有10余条年产几万吨级的国产铜连铸连轧生产线投放市场。这些生产线设备投资较低,生产成本也大大降低。但由于 行业 的开发能力、技术设计力量还很薄弱,应用高新技术、在线检测手段也比较缺乏,设备制造的内在精度和外部质量与先进国家的技术水平还有相当差距。具体体现在以下几个方面:竖炉的制造和控制还不成熟,生产线多配套反射炉,各炉次成本和氧含量不均匀,即使是同一炉次,也很难保证成分和氧含量始终均一,连铸连轧工艺的质量稳定、性能均一和节能等特点很难得到充分体现。
第二节 产品工艺特点或流程
1、用紫杂铜生产光亮铜杆的工艺原理
当时上海冶炼厂是用电解铜作原料,在10吨反射炉中熔化,做铜。该反射炉炉床面积4.16m2,熔池3040×1500mm,熔池最大深度350mm。每炉冶炼时间6小时,还原结束时炉内铜水温度1170℃~1190℃。
现在我们认为该炉设计太小,熔池太浅,铜液的氧含量不宜控制,前面引杆剪坯需要一、二吨,后面二、三吨铜液在炉子放不出,中间只剩四、五吨铜水很难正常生产。当初该阳极炉如设计五十吨左右,也许能实验成功。
在火法精练过程中,要脱除的杂质可分五大类,第一类是在氧化过程中易除去的杂质,第二类是在氧化过程中一般能脱除的杂质,第三类为难于脱除的杂质,第四类是较少脱除的杂质,第五类是不能脱除的杂质。在生产实践中主要杂质是Pb、Sn、Ni、Fe、O、S等。应该说S、Zn属于第一类,Fe属于第二类,pb、Sn是第三类,Ni则是第四类,而O必须在还原中脱除。
实践证明,在氧化造渣过程中,杂质脱除率高达90%,但还有10%左右的锡会给生产带来麻烦。从理论上讲,铜与锡在液态时互溶,精练炉中的锡主要来自锡青铜,镀锡铜废料。在精炼过程中锡被氧化成亚锡和二氧化锡,前者呈碱性,后者呈酸性。
Sn+Cu2O=SnO+2Cu(1)
SnO+Cu2O=SnO2+2Cu(2)
SnO+SiO2=SnSiO3(3)
酸性SnO2在造酸性渣不易与反应,所以只能靠造碱性渣来除去:
SnO2+Na2CO3=Na2SnO3+CO2(4)
或者SnO2+CaO=CaSnO3(5)
铅虽然容易造渣除去,PbO+SiO2=pbSiO3
用紫杂铜生产光亮铜杆的工艺原理
但是铅比重比铜大得多,一般熔化后,PbO就容易沉到炉底,所以在氧化时,不易被搅起,因此除铅时,要想法把沉在炉底的PbO(比重9.2)除去。我们曾在停炉时对炉底没有放净的铜采样,发现铅高出标准数倍到数十倍。针对这种情况,我们在每次加料前适当向炉底撒入一些石英砂,使沉在炉底的PbO熔化后能与SiO2形成pbSiO3漂浮到铜液表面被扒除。
而镍是和铜互熔的金属,很难将铜镍用火法精练方法分离,一般镍是在湿法冶炼时以NiSO4蒸发溶液时脱除,只有极少数NiO+SiO2=NiSiO3造渣脱除。因为同样的道理,CuO+SiO2=CuSiO3,这就造成铜的损失。
镍在铜熔液中结晶,造成脆性,使铜杆的抗拉强度延伸率降低明显,且使铜坯断坯,铜杆产生麻烦,必须在铜料分拣时尽量清除干净。
锌是较易脱除的杂质,一般采用加焦碳吹风蒸锌,在这个过程中锌被除去90%,剩下熔入铜液的ZnO+SiO2=ZnSiO3扒渣除去。
铁基本上都是造渣除去,
FeO+SiO2=FeSiO3
Fe2O3+3SiO2=Fe2(SiO3)3
硫则是氧化时生成SO2随烟气除去,
S+O2=SO2
脱除氧则在还原阶段完成,铜熔化后极易与氧反应,
4Cn+O2=2Cu2O(7)
2Cu2O+O2=4CnO(8)
在还原阶段,还原木(或重油)与高温铜水接触后,立即裂解产生甲烷,氢气来夺取铜水中的氧:
Cu2O+H2=2Cn+H2O
3Cu2O+CH4=6Cn+H2O+CO2
既使用电解铜作原料,在反射炉中,由于电解铜自身含氧量高,也必须设法降低氧含量。为了降低铜液中的氧含量,将电解铜熔化后直接进入还原阶段行不行呢?事实证明不行,生产黑杆时,电解铜在反射炉中还是要经过熔化氧化还原出铜这几个阶段,而且还得出了“氧化要完全,还原要彻底”的经验,这就是利用紫杂铜进行连铸连轧的基础。
对于不同等级的紫杂铜,采用不同的精练方法,这是紫杂铜料生产光亮铜杆的关键。
2、原料的选择和处理
现在杂铜分级的标准已经制定,但工厂很难按标准分级来购买杂铜,只能大致分为特紫铜、1#杂铜、2#杂铜和等外杂铜。由于铜的价格高,在市场经济利益驱动下,许多不法商人不是严格分拣,而是人工造假,结果给杂铜火法精练带来极大困难。
(1)一般造假的方法是:
1)向管中灌铅,铜管两头砸扁
2)用水泥做漆包线的盘,外围绕上漆包线
3)用铁丝放在硫酸铜溶液中浸泡,外表看是铜丝
4)用红糖熬成糖汁,泼在废铜丝上,将使砂屑牢牢粘在上面,外表好看。
5)打包中放铁块等其他杂物以增加重量。
(2)检查方法:
1)用吸铁石吸以分铁
2)用手掂量铜管以知是否灌铅
3)拆开漆包线盘
4)分拣时扣除灰、砂重量
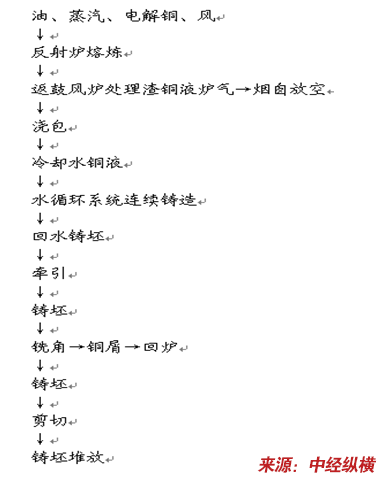
3、利用紫杂铜连铸连轧生产线简介
国产铜杆连铸连轧生产机组是在铝杆连铸连轧基础上发展起来的,其中四川德阳东方电工厂是生产铝杆丫型轧机的老厂,后来合肥神马机械厂亦开始生产,现在生产的厂家有河南巩义海绵设备制造厂、徐州冶金机械厂、成都蜀红机械厂。
该生产线的铸机是仿造SCR的,虽然有所改进,铸轮采用¢1.8m,而熔铜的炉子,有采用自制竖炉的,如吴江桦都电缆厂,宜兴林峰,采用竖炉只能以电解铜为原料。
大部分民营企业家都采用反射炉,吃紫杂铜,炉子的容量有大有小,大的100吨小的40吨,其中用得最多的是60吨、70吨的,搞的比较好的浙江永康芝瑛镇应时雨先生的工厂,吨杆成本在600元,且质量稳定。
芜湖市高智达新技术公司专为德阳电工配套,他们负责设备电气的安装调试,我们负责炉子的设计、砌筑、做铜,并帮助厂家进行技术培训,制定岗位操作规程、安全生产责任制和企业内控标准,等于交钥匙工程。
反射炉一般一年大修(有的中修一次),小修按季度进行。室外烟囱30m高,烟道30~50m长,同时还要建筑,循环水池,乳化液池和酒精池。
反射炉自出铜口通过溜槽和浇包与铸机相连接,溜槽长度不得大于50m,溜槽上盖满木炭防止铜液与空气接触,浇包的控制铜液流量的闸板周围用液化气烧嘴来控制铜液的还原性气氛和铜液温度,防止因溜槽过长降温而到浇嘴时冻结。
反射炉因做铜一炉一个周期,炉子里的铜水放完了,铜杆也就轧完了,因此有些厂家建两台炉子,交替作业。
利用紫杂铜连铸连轧生产光亮铜杆的主要技术一是做铜,二是浇铸,三是轧机的工艺和维护。
1)首先做铜,做铜分为五个步骤:
一是加料,有手工加料和落地式加料机加料,加料机加料不但节省劳动力,还缩短加料时间。
二是熔化,熔化要彻底,炉底不能存有冷料,且熔化结束一定要扒一次渣,然后,再插风管氧化。
三是氧化,氧化要彻底,氧化结束要取样看样。
对氧化严重的再生铜原料,应在加料时配入一定的还原剂并在熔化过程中插入还原木进行搅动还原,即将工艺改为还原——氧化——还原。
在氧化阶段,复盖焦炭吹风蒸锌,加石英砂造酸性渣,加石灰造碱性渣,每次造渣都要扒净。
四是插木还原,还原一定要准确,即控制铜液中含氧量小于200PPm。
五是出铜,铜液面上复盖一层木炭,以防铜水吃氧。
在从事再生铜的生产时,一定要将每一道工序彻底分清,特别是氧化还原交叉作业时,避免相互影响,我们总结了九个字“深氧化、准还原,扒渣净”。
2)浇涛
浇铸一定要有一名熟练地浇铸手,我们芜湖高智达公司有一位王师傅,人称江南第一浇,可见其技艺之精湛。
浇铸是手控底浇,浇位10点钟。
浇包铜液温度1120℃±10℃
浇包移动机构:要求可分别作升降、横向、纵向移动,其运行速度为2mm/s
连铸机:
1)铸轮外缘直径¢1800mm,用铜银合金铸造碾压加工而成,现在有用铜铬锆合金。U型槽,宽×高=150×110mm
2)铸坯截面积2100mm2
3)铸模温度~150℃
4)铸坯脱模温度~900℃
5)铸轮转速1.7~17m/分无级调速,其速度不均匀变≯1%
6)水冷却系统
最大水冷却量~200m3/时,流量90m3/时,扬程108m喷嘴呈扇形,使水均匀喷射在铸轮内,外侧及两边,其中:内冷却嘴设三排,每隔5°一只,侧冷喷嘴每侧一排,每隔5°一只,外冷喷嘴设两排,每隔5°一只。
7)钢带:冷轧低碳钢带,钢带张力700-900kg,钢带厚~2mm,宽5mm,长~12.8m
3)谈轧机
四川德阳东方电工的机架14架,一、二号机架为二辊,其余为三辊,丫型排列。
4、产品质量的比较
产品适应市场性能生产能力产品质量技术指标装机水平
国际先进生产线产品能满足各种规格、各种需求的电线电缆,各种规格电磁线,尤其能满足线径<0.18mm铜线生产,适合高速拉丝机生产要求。10~20万吨/年导电率>101IACS(s/m)扭转>55N含氧量200~300ppm铜含量>99.95%延伸率42~44%可生产最小线径:¢0.05mm全面达到德国DIN标准要求现在都向大铸坯、高速度、大加工率、一专多能、节能型推进。
国内引进生产线1982~1990引进生产线以常州冶炼厂最为成功,1997年常州又引进一条10万吨,南京华兴一条10万吨,21世纪初,江西铜业引进15万吨与国外水平一样5~10万吨/年导电率>101IACS扭转>45N含氧量300~500ppm延伸率40~50%可生产最小线径:¢0.10mm部分达到美国ASTM标准要求具有中等铸坯、中小加工率,部分只能应中高速拉丝机,好的适应高速拉丝机
基本生产线生产单一光亮铜杆,产品仅能满足¢0.3mm以上(少数满足¢0.1mm)线径的要求,只能在低速拉丝上拉丝1~5万吨/年导电率>100IACS扭转>40N含氧量200~500ppm延伸率38~45%可生产最小线径:¢0.3mm达到国际3542-98要求具有中等铸坯,中小加工率,适应低速拉丝
第三节 国内外技术未来发展趋势 分析
1、紫杂铜直接利用取得新突破
江钨集团赣州再生铜项目开工建设,标志由西班牙LaFargaLacambrasS.A公司与意大利Continuus-properziS.P.A公司合作开发的火法精炼高导电铜(FRHC)技术正式落户中国。该项目以含铜92%以上紫杂铜为原料,通过连铸连轧直接生产低氧光亮铜杆,产品质量完全满足ASTM标准中高导电铜标准,基本接近用电解铜生产的铜杆质量。该项目的建设,对于提高中国的紫杂铜直接利用水平,改变铜杆市场“黑杆”泛滥的局面将起到重要促进作用。
2、自动液位控制系统应用铜连铸连轧机
连续浇铸是影响铸条内在质量、最终影响铜杆质量的关键点,实现连铸液位自动控制,可减少人为操作因素的影响。
免责申明:本文仅为中经纵横
市场
研究
观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


