
第一节 中国金属幕墙项目产业发展环境
一、宏观经济环境 分析
1、我国GDP历史发展情况
初步核算,全年国内生产总值335353亿元,比上年增长8.7%。分产业看,第一产业增加值35477亿元,增长4.2%;第二产业增加值156958亿元,增长9.5%;第三产业增加值142918亿元,增长8.9%。第一产业增加值占国内生产总值的比重为10.6%,比上年下降0.1个百分点;第二产业增加值比重为46.8%,下降0.7个百分点;第三产业增加值比重为42.6%,上升0.8个百分点。
2、我国固定资产投资历史发展情
2009年全年全社会固定资产投资224846亿元,比上年增长30.1%。分城乡看,城镇投资194139亿元,增长30.5%;农村投资30707亿元,增长27.5%。分地区看,东部地区投资95653亿元,比上年增长23.0%;中部地区投资49846亿元,增长35.8%;西部地区投资49662亿元,增长38.1%;东北地区投资23733亿元,增长26.8%。
3、我国进出口贸易历史发展情况
全年货物进出口总额22072亿美元,比上年下降13.9%。其中,货物出口12017亿美元,下降16.0%;货物进口10056亿美元,下降11.2%。进出口差额(出口减进口)1961亿美元,比上年减少1020亿美元。
二、政策法规及标准
1、政策
1)节能
随着国家针对建筑领域各项节能政策的出台,建筑门窗也进入了节能时代。 研究 表明,门窗传热耗热量占建筑整体耗热量的50%以上,因此,在建筑工程中推广和选用节能型门窗非常必要。
2006年1月1日起实施的《民用建筑节能管理规定》把节能要求涵盖到所有民用建筑,并特别强调“要加强建筑的维护结构(含墙体、屋面、门窗、玻璃幕墙等),供热采暖和制冷系统,照明和通风等电器设备是否符合节能要求的监督检查”,并对建筑单位、设计单位、施工单位、监理单位没有执行建筑节能强制性标准的,提出了严厉处罚措施。
作为建筑外围护结构的建筑幕墙节能已经是大势所趋。
2)安全
建筑幕墙的安全性是至关重要的,特别是人流密集区域更是人命关天的大事,自所有相关的国家标准和规范中都有严格的规定。
其中金属幕墙面板后面的加强筋设置应合理,使金属墙获得足够的刚度和安全感。面板厚度及加强筋均应进行力学计算。所有连接件应采用奥氏体不锈钢,所有龙骨应采用耐侯结构钢,以提高其防腐性,延长其安全寿命。
2、相关标准
我国现有的建筑门窗、建筑幕墙产品标准、工程技术规范、配套产品标准、原材料标准、直接相关标准、试验方法标准等国家标准、 行业 标准、已达400多项。其中,涉及门窗、幕墙及相关材料的标准80多项;涉及铝门窗、幕墙及相关材料的标准200多项;钢门窗及其它门窗标准100多项。这些标准、规范既参照了国际和发达国家的相关内容,又结合了中国复杂的地理气候环境和国情,其科学性、实践性、系统性都达到了国际水平或国际先进水平。
第二节 金属幕墙项目技术发展现状
一、技术 发展 分析
我国金属幕墙 行业 在国家技术创新、提高产品科技含量的政策推动下,产品技术不断提高,同时生产企业加大了对新技术、新材料、新设备的应用,目前已经研发出了多种节能性幕墙产品。
其中就节能技术发展方面,为了降低能耗,国内生产企业通过技术研发和新材料运用,将隔热型材应用到铝板幕墙的生产中,隔热型材中的隔热条起到非常重要的作用:其一,标准尼龙隔热条(PA66GF25)的热导率为0.3W/m•K,与铝合金的比值为1:533,它的“断热冷桥”效应,把热传导的路径给阻断了;其二,因为隔热条的采用,在热传递的路径上形成了多个空腔,这样对流和辐射的问题也解决了。这样从热传递的三种方式上有效的阻止了热量的传递。
幕墙铝板幕墙的表面处理技术也有了较大的提高。目前广泛应用的处理方式是静电喷涂,粉末喷涂材料主要为聚氨酯、聚酯树脂、环氧树脂等原材料,配以高保色性能颜料,可以得到几十种不同颜色的喷涂粉末。这种罩面漆经得起各种腐蚀,可以长期保持颜色的均匀,表面光滑,长期不褪色,不会因长期太阳照射产生阴阳面差异,使用寿命长、质量可靠。
二、工艺流程或特点
1、构件的加工制作
(1)铝型材加工精度要求
1)截面尺寸精度
(A)截面尺寸允许偏差应符合表要求。
(B)截料端头不应有明显加工变形,毛刺不大于0.2mm。
(C)孔位允许偏差0.5mm,孔距允许偏差0.5mm,累计偏差不大于1.0mm。
(D)铆钉用通孔应符合GB1521的规定。
(E)沉头螺钉用沉孔应符合GB1522的规定。
(F)圆柱头、螺栓用沉孔应符合GB1523的规定。
(G)螺丝孔的加工应符合设计要求。
2)铝型材槽、豁、榫的加工应符合下列规定:
(A)构件铣槽尺寸允许偏差应符合表要求。
3)幕墙构件装配精度
(B)各相邻构件装配间隙及同一平面高低偏差应符合表要求。
相邻构件装配间隙及同一平面高低允许偏差(mm)
4)铝型材装配应牢固,各连接间隙要进行可靠的密封处理。连接采用的自攻螺丝应采用不锈钢制造。螺丝不宜尖部突出框槽内。
(2)钢构件加工
1)钢构件应符合现行国家标准《钢结构工程质量检验标准》(GB50221)的有关规定。钢构件表面防锈处理应符合现行国家标准《钢结构工程施工质量验收规范》(GB50205—2001)的有关规定。
2)钢构件焊接、螺栓连接应符合国家现行标准《钢结构设计规范》(GBJ17—88)及《建筑钢结构焊接规程》(JGJ81—2002)的有关规定。
2、金属板加工制作
(1)复合铝塑板的加工
复合铝塑板的加工应在洁净的专门车间中进行,加工的工序主要为复合铝塑板裁切、刨沟和固定。
1)加工前注意事项:
(A)板材储存时应以10°内倾斜放置,底板需用厚木板垫底,厚板可以水平叠放。
(B)搬运时需两人取放,将板面朝上,切勿推拉,以防擦伤。
(C)如果手工裁切,在裁切前先将工作台清理干净,以免板材受损。
(D)板材上切勿放置重物或践踏,以防产生弯曲或凹陷的现象。
2)复合铝塑板裁切。复合铝塑板加工的第一道工序是板材的裁切。板材的裁切可用剪床、电锯、圆盘锯、手提电锯等工具按照设计要求加工出所需尺寸。复合铝塑板加工允许偏差应符合金属板材加工允许偏差的规定。
3)复合铝塑板刨沟
(A)复合铝塑板刨沟宜采用机械方式开槽。
数控刨沟机带有机床,将需刨沟的板材放到机床上,调好刨刀的距离,准确进行开槽。
(B)刨沟机上带有不同的刨刀,通过更换刨刀,可在复合铝塑板上刨出不同形状的沟,为厚度为4mm(0.5mn:L铝板+3mm塑性材料+0.5mm铝板)的复合铝塑板的常见刨沟形状,见复合铝塑板刨沟形状
①复合铝塑板的刨沟深度应根据不同板的厚度而定。一般情况下塑性材料层保留的厚度应在1/4左右且不小于0.3mm,并且要使所保留的塑性材料层厚薄均匀,才能使弯折平滑,并形成一弯曲半径为3~3.5mm的过度圆角。
②不能将塑性材料层全部刨开,以防止面层铝板的内表面长期裸露而受到腐蚀,而且如果只剩下外表一层铝板,弯折后,弯折处板材强度会降低,导致板材使用寿命缩短。
(C)板材被刨沟以后,再按设计对边角进行剪裁,就要将板材弯折成所需要的形状。
①板材在弯折处进行弯折时,要将铝屑清理干净。
②弯折时切勿反复地弯折和急速弯折,防止铝板受到破损,强度降低。
③弯折后,板材四角对接处要用密封胶进行密封。
④对有毛刺的边部可用锉刀进行修边,修边时,且勿损伤铝板表面。
⑤需要钻孔时,可用电钻、线锯等在铝塑板上做出各种圆形、曲线形等多种孔径。
⑥在加工过程中复合铝板严禁与水接触。
4)复合铝塑板与副框和加强筋的固定
(A)复合铝塑板与副框和加强筋的固定。板材边缘弯折以后,就要同副框固定成形,同时根据板材的性质及具体分格尺寸的要求,在板材背面适当的位置设置加强筋。可采用铝合金方管,铝角材或槽铝作为加强筋。加强筋的数量要根据设计确定。
(B)副框与板材的侧面可用抽芯铝铆钉紧固,抽钉间距应在200mm左右。
①板的正面与副框的接触面问不宜用铆钉紧固,用结构胶粘接或双面胶带粘结。
②转角处要用角码将两根副框连接牢固。
③加强筋(铝方管)与副框间也要用角码连接牢固,加强筋与板材间要用结构胶或用双面胶带粘接牢固。
(C)副框常用形状及铝塑板与副框的组合如图10.2.6.2-2所示。组装时应将每块板的打孔、切口等外露的聚乙烯塑料及角缝,用中性硅碉密封胶密封,防止渗水。
(2)单层铝板的加工
单层铝板应用优质合金防锈铝板为板基,并在工厂经过钣金加工,表面化学处理、氟碳聚合树脂喷涂、烘烤固化等工艺制作而成。
1)单层铝板生产工艺流程
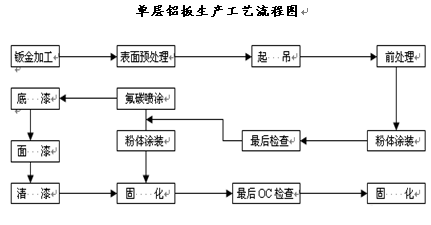
2)单层铝板生产工艺
(A)钣金加工:按设计要求运用机械加工设备对铝板进行剪切、折弯、滚弯、氩弧焊、螺柱焊、表面打磨等加工。单层铝板应符合下列规定:
①单层铝板加工允许偏差应符合表的规定。
②单层铝板折弯加工时,折弯外圆半径不小于板厚的1.5倍。
③单层铝板加劲肋的固定可采用电栓钉,或采用结构胶、双面胶带粘结,采用电栓钉时,应确保铝板外表面不变形、褪色,固定应牢固。
④单层铝板的耳子应符合没汁要求。固定耳子可采用焊接、铆接或在铝板匕直接冲压而成,并应位置准确,调整方便,固定牢固。
⑤单层铝板构件四周边应采用铆接、螺栓或机械连接相结合的形式固定,并应做到构件刚性好,固定牢固。
(B)表面预处理:将成型的铝板,进行清洗和化学处理,以产生转化膜,增加涂层与金属表面的结合力和防氧化能力,有利于延长漆膜的使用年限。
(C)氟碳喷涂:这是单层铝板生产的关键工序。一般采用多层喷涂方式,二层喷涂和三层喷涂方式等。三层喷涂方式分为底漆、面漆、清漆。
①底漆涂层:底漆涂层的作用在于提高涂层抗渗透能力,增强对底材的保护,稳定金属表面,加强面漆与金属表面的附着力,而且可以保证面漆涂层的颜色均匀性。涂层厚度为5~2μm。
②面漆涂层:面漆涂层是涂层中最厚的一层,也是最关键的一层,其作用在于提供所需的装饰颜色,使外观达到设计要求,并且保护金属表面不受环境大气、酸雨、污染的侵蚀,防止紫外线穿透,大大增强抗老化能力。涂层厚度为25~30μm。
③清漆涂层:清漆涂层的作用在于更有效地增强涂层抗外界侵蚀能力,保护面漆涂层,增强面漆色彩的金属光泽,外观颜色更加鲜明,光彩夺目,涂层厚度为10~15μm。
(D)烘干固化:将经喷涂的幕墙铝板送到恒温230~250℃的烘干房,再经15~20min烘干固化。
(E)检验包装:这是产品出厂前的最后工序,包括漆膜测试,百格附着力测试,色差目测,表面斑点检查等,最后将合格产品包装。
3、金属幕墙的吊挂件、安装件应符合下列规定
(1)单元金属幕墙使用的吊挂件、支撑件,宜采用铝合金件或不锈钢件,并应具备可调整范围;
(2)单元幕墙的吊挂件与预埋件的连接应采用穿透螺栓;
(3)铝合金立柱直接采用螺纹连接部位的局部壁厚不得小于螺钉的公称直径。
第三节 金属幕墙项目产业发展特点
一、周期性阶段
幕墙 行业 发展阶段:
一是萌芽期:1983~1994。起初每年全国产量约10万平方米,年均约200万平方米,主要是构件式明框玻璃幕墙,引进、摸仿国外技术,一哄而起,无自己规范和标准,技术质量水平较低。当时水平最高的幕墙作品如北京的五星级长城饭店。
二是成长期:1995~2002年。年均产量约800万平方米,除明框玻璃幕墙,发展了隐框幕墙、单元式幕墙、铝板及石材幕墙。1995年引进点支承幕墙。1997年单元式幕墙开始被社会接受。1998年出现点驳式幕墙,。这一时期的幕墙代表作如1999年竣工的五星级上海金茂大厦。
三是发展期:2003~2010年。我国建筑幕墙继续保持稳步增长,建筑幕墙仍是公共建筑中外维护结构的主导。
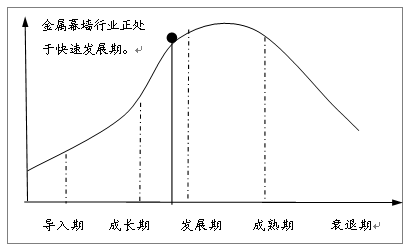
我国金属幕墙
行业
生命周期判断
二、区域性分布
由于国内铝材生产主要以珠三角、长三角及环渤海为主,因此改区域也成为金属目前 行业 分布较为密集的区域。其中广东、山东、河南、江苏生产能力较强。
三、产业链发展
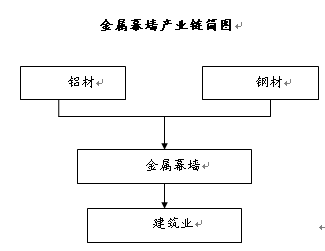
1、上游 行业
金属幕墙上游主要原材料包括铝材、钢材等。
1)铝材 行业
近年来,随着我国大规模的基建投资和工业化进程的快速推进,铝材作为建筑领域和机械工业领域里重要的应用材料,其全 行业 的产量和消费量迅猛增长,我国也一跃成为世界最大的铝材生产基地和消费市场。经过长达近10年的高速增长,我国铝型材 行业 步入了新的发展阶段并展现出了诸多新的发展趋势。
2)钢材 行业
从2000年起,钢铁工业增加值占工业增加值的比重超过5%。2003年,钢铁工业增加值2824亿元,占我国GDP的2.42%,可见,钢铁 行业 的发展对我国的经济发展做出了重要的贡献。所以,钢铁 行业 是否能稳步良好的发展对我国国民经济发展有着举足轻重的影响。
我国钢材产品自2003年以来产量保持快速增长趋势,2003年产量为2.2亿吨,至2009年产品产量已经接近7亿吨。
2、下游 行业 ——建筑业
新中国成立60年来,我国建筑业作为我国国民经济的支柱产业,从产业形成到全面改革稳步发展,走过了不平凡的发展历程,取得了举世瞩目的辉煌成就。
2008年,我国建筑业总产值达到61144亿元;建筑业增加值达到17071亿元,占GDP的5.68%;实现利润1756亿元;上缴税金2058亿元。截至2008年年底,建筑业企业从业人数已达3253万人,建筑业企业数量达到64152家。全国工程勘察设计企业有14667家,从业人数达124万人,全年营业收入为5968亿元,勘察设计企业人均营业收入已从1980年的3万元上升到2008年的47.8万元,增长了近15倍。
2009年全国共完成建筑业总产值75864亿元,比上年增长22.3%;建筑业企业实现利润2663亿元,增长21.0%。全年全社会建筑业增加值22333亿元,比上年增长18.2%。全国具有资质等级的总承包和专业承包建筑业企业实现利润2663亿元,增长21.0%,其中国有及国有控股企业697亿元,增长23.9%。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


