
第一节 产品技术发展现状
提到木门的产品技术首先当然是选材。原材料,辅料的选择直接决定了木门的品质。目前高档木门的工艺大多是实木复合,既保持了天然实木的诸多优点,又避免了实木容易变形开裂的缺陷。门扇的核心部分采用优质经烘干窑烘干的白松,可以避免因含水率超标导致成品门开裂、变形;中间部分为5mm厚中密度板;表面为进口实木单板。
以下介绍一些适合做实木门的材质:
1)胡桃木
胡桃属木材中较优质的一种,主要产自北美和欧洲。国产的胡桃木,颜色较浅。黑胡桃呈浅黑褐色带紫色,弦切面为美丽的大抛物线花纹(大山纹)。胡桃木是密度中等的结实的硬木,抗弯曲及抗压度中等,韧性差。有良好的热压成型能力,是用来做实木门的优良材质。
2)柚木
柚木在印尼被成为国宝,它有油性感,略具皮革气味,外层与空气接触氧化后呈栗褐色,内层切开后呈淡绿色。纹理直,结构略粗,重量和硬度重,干燥后收缩率小,加工容易,适于制造轮船甲板,高档家具,地板等。
3)樱桃木
樱桃木的心材从深红色至淡红棕色,纹理通直,细纹里有狭长的棕色髓斑及微小的树胶囊,结构细。它的木材弯曲性能好,硬度低,强度中等,耐冲击载荷,易于手工加工或机加工。
4)枫木
枫木分软枫和硬枫两种,属温带木材,产于长江流域以南直至台湾,国外产于美国东部。木材呈灰褐至灰红色,年轮不明显,官孔多而小,分布均匀。枫木纹里交错,结构肾细而均匀,质轻而较硬,花纹图案优良。容易加工,切面欠光滑,干燥时易翘曲。油漆涂装性能好,胶合性强。主要用于板材类贴薄面。
5)橡木
橡木属麻栎,属山毛榉科,树心呈黄褐至红褐,生长轮明显,略成波状,质重且硬。主要产自欧洲及北美,目前大量产自俄罗斯及美国。由于美国进口的红橡(OAK,RED)和白橡(OAK,WHITE)身份不菲。
第二就是设备。作为专业的大型门厂,应该具备砂光机、封边机、打磨、热压机、自动喷漆、数控加工中心等。从设备上可以准确判断厂家的规模实力。
第三是制作工艺。目前市场上真正高档木门的加工周期在20至30天。相对板式家具而言,门的工艺比较复杂,需要经过木材烘干、粗加工、砂光、封边等30多道工序,才可以保证门扇的平整和如镜面般丝滑的油漆。门开启数次频率很高,所以选择上不光要考虑造型、环保,重点还要看品质、耐用性。
在此所说的手工制作并非是指那些手工作坊式的小木门加工厂,而是针对高档木门企业某些“手工”环节而言的,也许正因为木门市场的活跃以及木门市场的竞争激烈,才让市场细分渐趋明朗化。随着木门 行业 的快速发展,市场定位较高,甚至将木门当作艺术品制作的高端类木门企业更显独树一帜。高档原料的配置、手工制作的细腻等因素在决定了木门高品质的同时,也同步将其价格推到了另一个高度。高端品质意味着工艺精湛,工艺精湛势必要求精耕细作,而在实现精耕细作的过程中,却难以实现较大批量的规模化生产。
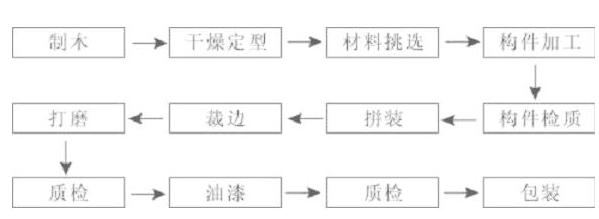
第二节 产品工艺特点或流程
高档实木门工艺流程
第三节 国内外技术未来发展趋势 分析
近几年来,木门基本告别手工制作,逐步向工业化、标准化迈进,生产工艺、使用的机械设备以及原材料的选择都有很大的差异。正规的品牌木门厂家生产的实木工艺门,它采用进口材料经过烘干房蒸煮后,大约20-30天时间烘干,还要经过4—5个月的时间才能完全定型。这样生产出来的木门不宜变形。门套采用定型后衫木作基层,两边用5毫米的原木封边,侧面用高密度板贴50-60丝的进口木皮机械热压贴面,门套厚度在4-5公分左右。现场门洞不需打底。门扇用经过定型后的衫木作基层,不用任何填充物。表面用高密度板贴50-60丝的进口木皮,四周用5毫米厚原木封边。此类木门特点纹理自然清晰表面平整,可打磨不透底,在白胚完成送至油漆车间后,先进行全面处理,再手刷PU底漆,经打磨、上油、再打磨,多次处理。(共5遍底漆,3遍面漆)并选用NC修色面漆对产品进行修色。为了使产品表面平滑效果达到自然逼真,再选用NC四分亮面漆(114001K),用NC香蕉水(901002B)、防白水(909007)、慢干水(909011)对产品达到底层的修饰和保护,使产品更臻完美。此木门无污染,绿色环保,是中高档装修的选择。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


