
第一节 上游 行业 发展状况 分析
硬母线用铜或铝做成,形状有矩形、槽形和管形数种,多用于35kV及以下的屋内配电装置,110kv~220kv屋外配电装置有时也采用铝管母线。因此,电力管母线的主要材料是铝和铜。
一、2008年铝 行业 发展状况
据统计,2009年1至2月,我国电解铝产量为176万吨,同比减少近33万吨;氧化铝产量324万吨,同比减少23万吨。据此推算,目前我国电解铝闲置产能近710万吨,氧化铝达到1367万吨。在去年需求急剧萎缩的情况下,长期积累的供过于求问题显现。
2008年,国内铝冶炼完成投资达418.73亿元,同比增长33.22%,投资增幅有所回落;去年新开工项目投资也达到了近187亿元,同比下降34.75%,但仍有大约22个扩建项目完工,新增原铝生产能力约300万吨/年。
2008年国内氧化铝、电解铝产量增幅均大大回落,下半年逐月减产。同时,去年国内氧化铝市场供应量为2737万吨,其中进口氧化铝459万吨,进口铝土矿2579万吨,铝资源对外依存度约55%,与2007年持平。有色协会人士还表示,欧盟、加拿大、印度已针对中国铝加工材出口实施的反倾销或特别保障措施,对中国铝材出口形成了严重制约。
二、2008年铜 行业 发展状况
2008年11月份,全国精炼铜产量为33.02万吨,同比下降2.3%;11月份,国内市场铜现货平均价为32048元/吨环比下降13.6%,同比下降48.4%。2008年1~11月,全国铜产量341万吨,增长9.6%,回落8.9个百分点。2008年10月份中国精炼铜产量同比减少8%至29.39万吨,1-10月总产量同比增加11%至307.75万吨。
1、中国进出口精炼铜 分析
据中国海关统计数据显示,1-9月份,国内进口精炼铜1-9月进口同比下降17.43%,至138,727吨。另外,出口方面,9月份精炼铜同比下降43.05%至2.443吨,1-9月份累计精炼铜出口下降1.36%至92.101吨。整体进出口情况与上年相比都低,这也说明净进口量要想全年超过上年估计很困难,国际环境直接殃及鱼池。
2、中国精炼铜产量 分析
据中国国家统计局最新公布,10月精炼铜产量同比下降8%,至293,900吨,1-10月精炼铜累计产量为3,077500吨,至2007年同期增加11%。而中国9月铜产量较上年同期增加4.7%,至317,000吨。1-9月铜产量较上年同期增加13.7%,至280万吨。这两组数据显示说明国内需求疲软促使企业出现减少产量来面对这次金融危机风暴。
第二节 下游产业发展情况 分析
一、2008年电力 行业 发展概况
2008年我国电力 行业 出现四个“首次”——电网投资首次超过电源投资;发电设备累计平均利用小时数首次出现下降;全社会用电量在第四季度增速首次出现负增长;全国电力消费弹性系数为0.58,是自2000年以来首次小于1。
2008年,我国电源、电网分别完成投资2879亿元和2885亿元,同比分别下降10.78%和增长17.69%,电网基本建设投资占电力基本建设投资的50.05%,近几年首次超过电源投资。核电、风电基本建设投资完成额分别增长71.85%和88.10%,火电基本建设投资完成额下降21.99%。
2008年,全国平均设备利用小时数为4677小时,同比降低337小时。其中,水电3621小时,同比增长102小时;火电4911小时,同比降低427小时;核电7731小时,同比降低46小时。各省设备利用小时普遍下降。
2008年,受金融危机影响范围扩大和影响加深等多重因素影响,我国用电量增速从高位快速回落,2008年全国全社会用电量增长仅为5.23%,是自2000年以来的最低增速。此种情况将在2009年持续,我国全年电力供需形势将呈现“供大于求”态势。
2008年我国全社会用电量增速逐月放缓,全年全社会用电量34268亿千瓦时,增长5.23%,比上年回落9.57个百分点。其中,第四季度不仅用电量总量最低,而且增速出现超过7%的负增长。
中国用电放缓的趋势自2008年5月份起,从东部沿海地区逐步向中西部扩散。经济发达省份由于经济结构比较合理,全年下降幅度相对较少;而中、西部省区由于经济结构以高耗能 行业 为主,所受影响更加直接,用电量下降幅度非常剧烈。
重点 行业 用电放缓是导致全年全社会用电增幅放缓的主要因素。2008年化工、建材、冶金、有色四大 行业 合计用电量占全社会用电量的32.33%,合计用电量同比增长3.58%,比全社会用电增速低1.82个百分点,是多年以来最低增速。四个 行业 在四季度各月用电全部为负增长。
受煤电矛盾、来水、气候等不确定性因素影响,以及个别发达地区存在的电网“卡脖子”问题,个别省份在电力负荷高峰时段仍可能存在一定电力供需缺口,需要进一步加强调节。
2008年发电量月增速
单位:%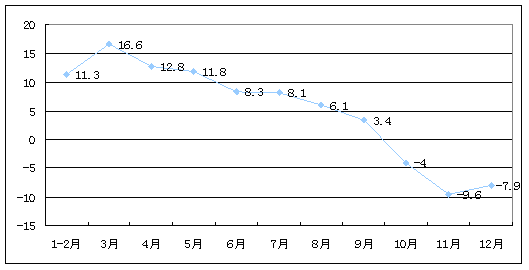
二、2009年我国电力 行业 发展趋势
2009年一季度甚至二季度将是电力增长最困难的时期,上半年仍有可能持续出现负增长。进入三季度,各地区特别是沿海地区电力需求量可能会陆续出现正增长,并逐步带动或影响中部、西部地区,进入四季度后有一定的用电增长。
2009年社会用电量将呈现明显的“前低后高”态势。预计2009年全社会用电量增速在5%左右。
从全年情况看,全国电力供需形势将继续延续2008年下半年供大于求态势。其中,华东、南方电网供需将基本平衡,而华北、华中、东北、西北电网则电力富余。
第三节 产品技术发展现状
母线接触面的加工技术:
这里的接触面是指母线互相连接部分的表面,及母线与电气设备连接处的接触部分的表面。母线表面看起来似乎很平整,但若在显微镜F面观察,母线的接触面实际上并不是整个平面相互接触,而只是部分凸出点接触-因此.通过接触点的电流密度就很大,接触表面的电阻总。
比同样长度的母线本身的电阻大得多。接触电阻的大小与接触面的尺寸,接触面处理质量,母线材料及接触面间相互的压力等有关。接触面加工愈平,相互间压力愈大,接触的点就愈多,电流分布愈均匀,接触电阻也就越小。一般规定,螺栓连接点的接触电阻,不能大千同长度母线本身电阻的l20%。如果接触电阻太大,电流流过时就会发生过热的现象,甚至可能会使母线接头熔化,以致发生事故。因此,母线接触面的加工是十分重要的。
接触面的面积不能太小,接触面过小时,虽然接触良好,也会使触头处发生过热。接触面容许通过的电流与接触面的尢小成正比,各种材料在接触面处的容许(平均)电流密度如表所示.
接触面加工的主要作用是去除金属表面的氧化模、气孔、褶皱和隆起、使表面平整并略呈粗糙。加工的方法一般有机械加工、手锉加工和喷砂加工三种。机械加工是用铣床或刨床·这种方法效率高,但施工现场往往没有这种条件。有条件时可以采用,但接触面加工不宜过于精密,不然接触反而不良。铜母线丧面租光洁,接触面加工只需要去掉一层氧化层即可.故可以采用喷砂加工.铝母线由于铝的硬度低.不能用喷砂加工法.最常见的加工方法是手锉,就是用锉搜比较租一点的平锉,将接触面锉平,手锉一般工艺要求比较高,应由钳工技术比较好的人员进行加工.
加工铝母线时最好是带油进行,因为铝极易氧化,带油加工可避免铝的表面与空气接触。在带油加工有困难时可不带油,但在加工以后,须用钢丝刷刷去表面的氧化铝,并涂一层凡士林油。所用的凡士林油应为中性的。
对于铜母线和铜母线接触面的加工,其要将连接处表面的一层氧化层铿掉,不必涂凡士林油,而是搪上一层锡漕锡的方法是:先将焊锡放在铁锅中用喷灯或木炭加热熔化,再把母线的搪锡部位涂上焊锡膏,浸入锝锅中,使锡附在母线的表面。将母线从锡锅中取出,用抹布擦去表面的浮渣,即露出银白色的光洁掂锡表面。
对于少量的铜母线掂锡,也可以直接用喷灯光焰对母线掂锡部位加热,一般将铜母线加热到发蓝色,这时,用细钢丝刷刷掉其面的氧化层.立即涂上焊锡膏,将锡熔化倒在母线上,然后抹去浮渣即可。铜、钢母线搪锡的配比,一般为55%的铅和45%的锡。
近年来对母线采用超声波糖稀的方法,对超声波发生器在融化的锡液中产生震动,一方面捎除铝母线连接面的辐化铝,同时又使锡牢固地附着在铝母线上.这样.克服了铝母连接处的接触面氧化,减小了接触电阻,同时克服了铜铝母线连接时接触面的电化腐蚀问题,因此,经超声波搪锡后的铝母线可以克接与铜母线相接,而不用铜铝过渡接头.母线用螺橹连接,接触电阻比较大,接头容易发热,这种连接方法并不理想,采用焊接可以消除上述缺陷。母线焊接的方法很多,常用的有气焊、电弧焊(碳极电弧焊)和气体保护焊等方法。
铝和铜的焊接比焊接碳索钢困难,特别是铝与铝、铝与铜的焊接更困难,要求较高的操作拉术,不易掌握,需经专门的培训。这里不作详细介绍。对铝与铝连接在施工时,可采用螵栓紧固搭接,对铝与铜相接,一般应采用专门的铜铝过渡接头。
第四节 产品工艺特点或流程
1、产品工艺特点如下:
1)管口应平整,且与轴线垂直。
2)管母线长度偏差为正误差:+15mm,两端切斜度不得超过1°。
3)管母线壁偏差:0~+0.5mm,衬管的外径为负偏差。
4)管母线弯曲度:m/L<2.0mm。
5)管母内径与其配套的衬管的外径间距小于0.5mm并能保证安装需要。
6)母线表面应光洁平整,不应有裂纹、折皱、毛刺、油污、小孔、夹杂物及变形和扭曲现象;表面不允许有横向裂痕;深度不超过2mm的碰伤、划伤的缺陷。表面质量应符合GB/T4437的规定。
7)管母材质采用铜铝镁系列。
2、铝及铝合金电力无缝管型母线生的工艺
原材料准备(99.70铝锭)→熔化→配料精炼(添加中间合金)→同水平热顶铸造→空心管坯→定尺裁切→管坯加→管坯三辊穿孔钭轧机轧制→立式淬火(根据用户需要)→液压制头→拉拔→时效处理→精整→检验、实验→包装、入库
第五节 国内外技术未来发展趋势 分析
热连轧管机组生产的品种和质量水平除轧机本身的技术水平外,在很大程度上受冶炼和连铸的制约,因此先进的工艺流程应该是指冶炼至管加工的完整流程。国际知名无缝管企业大都是完整的专业钢管厂或钢铁联合企业,靠外购坯制造无缝管的企业难以在激烈的市场竞争中占稳阵地。采用电弧炉或转炉冶炼一LF炉外精炼一VD真空处理一全保护浇注连铸圆管坯一热连轧机(NPN、PQF)一管加工,是当今国际先进的无缝钢管生产工艺流程。
铝合金管型导体(母线)在电力和电网建设中有十分重要的作用,是电力工程中不可缺少的新型导电材料。该产品因其自身独特的材料性质、结构形式和加工工艺,使得它与其它各种母线导体相比,具有更多优点和更好的性能。管型导体(母线)采用国内先进的热顶铸造无缝管—横向穿孔热轧—冷拉—形变热处理工艺生产,表面光滑,尺寸精度高,抗拉强度大,不易产生放电和变形、且集肤效应低。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


