
第一节 产品定义及发展历程
1、定义
铸件是用铸造方法获得的金属物件,即把熔炼好的液态金属,用浇注、压射、吸入或其他方法注入预先准备好的铸型中,冷却后经落砂、清理和后处理,所得到的具有一定形状,尺寸和性能的物件。铸件有多种分类方法:按其所用金属材料的不同,分为铸钢件、铸铁件、铸铜件、铸铝件、铸镁件、铸锌件、铸钛件等。
船用铸钢件是指用于船上的,且对于强度、塑性和韧性要求更高的,用以浇注制成的机器零件。
2、发展历程
铸件应用历史悠久。古代人们用铸件作钱币、祭器、兵器、工具和一些生活用具。近代,铸件主要用作机器零部件的毛坯,有些精密铸件,也可直接用作机器的零部件。铸件在机械产品中占有很大的比重,如拖拉机中,铸件重量约占整机重量的50~70%,农业机械中占40~70%,机床、内燃机等中达70~90%。各类铸件中,以机械用的铸件品种最多,形状最复杂,用量也最大,约占铸件总产量的60%。其次是冶金用的钢锭模和工程用的管道。
第二节 产品特点及应用领域 分析
1、特点
铸件有优良的机械、物理性能,它可以有各种不同的强度、硬度、韧性配合的综合性能,还可兼具一种或多种特殊性能,如耐磨、耐高温和低温、耐腐蚀等。
2、应用
铸件的重量和尺寸范围都很宽,重量最轻的只有几克,最重的可达到400吨,壁厚最薄的只有0.5毫米,最厚可超过1米,长度可由几毫米到十几米,可满足不同工业部门的使用要求。铸件主要用作机器零部件的毛坯,有些精密铸件,也可直接用作机器的零部件,其中铸件在机械产品中占有很大的比重。
铸件也与日常生活有密切关系。例如经常使用的门把、门锁、暖气片、上下水管道、铁锅、煤气炉架、熨斗等,都是铸件。
第三节 产业链概述
一、在产业链中的位置
二、相关 行业 简述
1、铸铁
含碳量在2%以上的铁碳合金。工业用铸铁一般含碳量为2%~4%。碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。铸铁可分为:
1)灰口铸铁
含碳量较高(2.7%~4.0%),碳主要以片状石墨形态存在,断口呈灰色,简称灰铁。熔点低(1145~1250℃),凝固时收缩量小,抗压强度和硬度接近碳素钢,减震性好。用于制造机床床身、汽缸、箱体等结构件。
2)白口铸铁
碳、硅含量较低,碳主要以渗碳体形态存在,断口呈银白色。凝固时收缩大,易产生缩孔、裂纹。硬度高,脆性大,不能承受冲击载荷。多用作可锻铸铁的坯件和制作耐磨损的零部件。
3)可锻铸铁
由白口铸铁退火处理后获得,石墨呈团絮状分布,简称韧铁。其组织性能均匀,耐磨损,有良好的塑性和韧性。用于制造形状复杂、能承受强动载荷的零件。
4)球墨铸铁
将灰口铸铁铁水经球化处理后获得,析出的石墨呈球状,简称球铁。比普通灰口铸铁有较高强度、较好韧性和塑性。用于制造内燃机、汽车零部件及农机具等。
5)蠕墨铸铁
将灰口铸铁铁水经蠕化处理后获得,析出的石墨呈蠕虫状。力学性能与球墨铸铁相近,铸造性能介于灰口铸铁与球墨铸铁之间。用于制造汽车的零部件。
6)合金铸铁
普通铸铁加入适量合金元素(如硅、锰、磷、镍、铬、钼、铜、铝、硼、钒、锡等)获得。合金元素使铸铁的基体组织发生变化,从而具有相应的耐热、耐磨、耐蚀、耐低温或无磁等特性。用于制造矿山、化工机械和仪器、仪表等的零部件。
2、铸钢
用以浇注铸件的钢。铸造合金的一种。铸钢分为铸造碳钢、铸造低合金钢和铸造特种钢3类。
以碳为主要合金元素并含有少量其他元素的铸钢。含碳小于0.2%的为铸造低碳钢,含碳0.2%~0.5%的为铸造中碳钢,含碳大于0.5%的为铸造高碳钢。随着含碳量的增加,铸造碳钢的强度增大,硬度提高。铸造碳钢具有较高的强度、塑性和韧性,成本较低,在重型机械中用于制造承受大负荷的零件,如轧钢机机架、水压机底座等;在铁路车辆上用于制造受力大又承受冲击的零件如摇枕、侧架、车轮和车钩等。
2)铸造低合金钢
含有锰 、铬、铜等合金元素的铸钢。合金元素总量一般小于5%,具有较大的冲击韧性,并能通过热处理获得更好的机械性能。铸造低合金钢比碳钢具有较优的使用性能,能减小零件质量,提高使用寿命。
3)铸造特种钢
为适应特殊需要而炼制的合金铸钢,品种繁多,通常含有一种或多种的高量合金元素,以获得某种特殊性能。例如 ,含锰11%~14%的高锰钢能耐冲击磨损,多用于矿山机械、工程机械的耐磨零件;以铬或铬镍为主要合金元素的各种不锈钢,用于在有腐蚀或650℃以上高温条件下工作的零件,如化工用阀体、泵、容器或大容量电站的汽轮机壳体等。
3、精密铸造
精密铸造是相对于传统的铸造工艺而言的一种铸造方法。它能获得相对准确地形状和较高的铸造精度。较普遍的做法是:首先根据产品要求设计制作(需要留有余量)的模具,用压铸的方法铸蜡,获得原始的蜡模;在蜡模上重复涂料与撒砂工序,硬化型壳及干燥;再将内部的蜡模溶化掉,是为脱蜡,获得型腔;焙烧型壳以获得足够的强度,烧掉残余的蜡质、因为形状的原因无法脱出的蜡和涂料中的杂质,形成透气孔(非常微小),减少与金属材料“熔”液的温度差(避免或减少缩松、缩孔);浇注所需要的金属材料;脱壳后清沙,从而获得高精度的成品。根据产品需要或进行热处理与冷加工。
第二部分 船用铸钢件产品生产技术发展趋势 分析
第一节 产品生产技术发展现状
1、铸钢的铸造生产技术特点
铸钢的机械性能比铸铁高,但其铸造性能却比铸铁差。因为铸钢的熔点较高,钢液易氧化、钢水的流动性差、收缩大,其体收缩率为10~14%,线收缩为1.8~2.5%。为防止铸钢件产生浇不足、冷隔、缩孔和缩松、裂纹及粘砂等缺陷,必须采取比铸铁复杂的工艺措施:
1)由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单、且截面尺寸比铸铁的大;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
2)由于铸钢的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。见下图:
大型铸钢齿轮坯
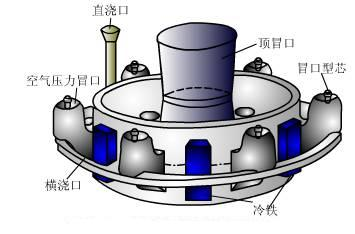
2、薄壁铸钢件的浇注系统
铸钢齿轮的轮毂处属于热节,且在轮缘处也易形成缩孔。为保证这两个部位能充分补缩,采用了冒口和冷铁,实现了从轮缘到轮毂的顺序凝固。对薄壁或易产生裂纹的铸钢件,一般采用同时凝固原则。开设足够多的内浇口,使钢液迅速、均匀地充满铸型。
此外,为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空 心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。
第二节 产品生产工艺特点或流程
铸钢件均应在热处理后使用。因为铸态下的铸钢件内部存在气孔、裂纹、缩孔和缩松、晶粒粗大、组织不均及残余内应力等铸造缺陷,使铸钢件的强度、尤其是塑性和韧性大大降低。
为细化晶粒、均匀组织及消除内应力,铸钢件必须进行正火或退火处理。正火处理后的钢,其机械性能较退火后的高,成本也较低,所以应用较多。但由于正火处理会引起较退火大的内应力,只适用于含碳量小于0.35%的铸钢件。因为低碳铸钢件的塑性好,冷却时不易开裂。为减小内应力,铸钢件在正火后,还应进行高温回火。对于含碳量≥0.35%的、结构复杂及易产生裂纹的铸钢件,只能进行退火处理。铸钢件不宜淬火,否则极易开裂。
铸造生产中,要对铸件的质量进行控制与检验。首先要制定从原材料、辅助材料到每种具体产品的控制和检验的工艺守则与技术条件。对每道工序都严格按工艺守则和技术条件进行控制和检验。最后对成品铸件作质量检验。要配备合理的检测方法和合适的检测人员。一般对铸件的外观质量,可用比较样块来判断铸件表面粗糙度;表面的细微裂纹可用着色法、磁粉法检查。对铸件的内部质量,可用音频、超声、涡流、X射线和γ射线等方法来检查和判断。
第三节 国内外生产技术发展趋势 分析
近十多年来的技术进步,使铸件的产量和质量迅速提高,国内一些工厂的铸钢件的生产技术完全达到了发达国家的水平,并大量出口。长期以来一直使用的ZG230-450已被符合美国AAR-M201标准的低合金钢所取代,水爆清砂工艺已被禁止使用,多种造型新工艺如有机酯硬化水玻璃砂工艺、真空造型工艺已成功地用于制造各种铅用铸钢件,使用了三十多年的普通CO2-水玻璃砂造型将迅速被淘汰。
今后的船用铸钢件的技术发展趋势一定是向着高科技的方向发展,生产技术,加工工艺更先进,加工工序更严格,新技术普及化程度也会越来越高,同时会替代那些已经过时的技术,使得船用铸钢件产品更具有优势和竞争力。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


