
第一节 石油割缝筛管基本生产技术、工艺或流程
筛管加工是在强度较高的钢管体上采用冷加工或热加工手段,切割出成百上千条纵向缝隙,常用缝隙规格范围为:缝口宽度0.15-3毫米,甚至更宽,缝隙长度50-200毫米。截面种类有:矩形、梯形、特异形等多种,也有圆孔型筛管,孔形直径规格范围5-20毫米。筛管的孔缝切割质量主要决定于缝口宽度精度、孔缝截面形状规整度、孔缝边缘的光洁度和孔缝的耐锈蚀度。目前筛管孔缝的加工手段主要有使用片状铣刀的铣削法和片状砂轮的磨削法,这两种方法虽然是目前在筛管加工中使用较为普遍的加工方法,但由于铣削、磨削量的限制和片状铣刀与片状砂轮的强度制约,不仅使加工效率低,而且切割的最小缝隙均在0.35±0.05毫米以上。
第二节 石油割缝筛管新技术研发、应用情况
1、激光切割技术
近年来刚刚在探索的采用激光切割机床进行筛管加工的新工艺,虽至今尚未能系统完善,也有相当多个机组的实验中途夭折,但是采用激光切割机床切割筛管各方面的优越性已经很明显的摆在了我们面前。采用激光切割加工的筛管缝口形状规整,光洁度高,耐锈蚀性好,缝口周围金相结构变化不大(据实验统计在距切缝0.98mm以为金属的金相结构不发生变化),缝口最小宽度可达0.2±0.05mm,甚至更小,这些都是普通机械加工手段所难以比拟的。
2、等离子割缝筛管工艺
等离子割缝筛管的 技术工艺 流程图
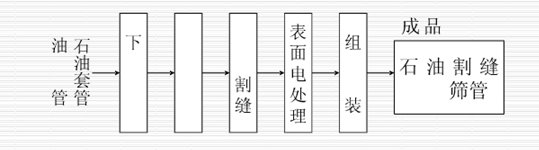
该割缝管是将油管和石油套管经过机械加工、表面电处理后组装而得。
第三节 石油割缝筛管国外技术发展现状
国外的水平井大多使用石油割缝筛管,“八五”期间我国的割缝筛管的制造 研究 刚刚起步,国外已经趋向成熟。激光切割工艺在我国迅速发展的同时,在国外仍旧是研发重点。
第四节 石油割缝筛管技术开发热点、难点 分析
激光切割技术是割缝筛管制造的最新技术,但是新技术加工过程中的也存在着众多的质量缺陷问题。如,激光切割筛管的关键在于合理的选用工艺参数,主要包括:激光器的功率、焦点的位置、脉冲频率和占空比、切割进给速度、辅助气体压力及切割头喷嘴规格等。加工中如果选用的工艺参数不合理,就会出现不同的加工质量缺陷,严重的情况下可能造成整根筛管额报废。激光加工过程中常见的几种质量缺陷有:爆孔、勾头、外喷渣、超宽和内挂渣等。可见对于石油割缝筛管技术来说,难点在于加工精度和质量控制问题。
第五节 石油割缝筛管未来技术发展趋势
激光加工梯形缝筛管,能较好地控制缝的尺寸和形态,合理选用装卡系统是加工的根本前提,仍然是未来的主流技术。
等离子割缝防砂管,采用等离子割缝技术加工成复合缝腔,解决了梯形或单梯形缝筛管容易造成砂粒堵塞现象,产品技术是未来研发的重点。
免责申明:本文仅为中经纵横
市场
研究
观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


