
第一节 聚氯乙烯壁纸生产工艺流程 分析
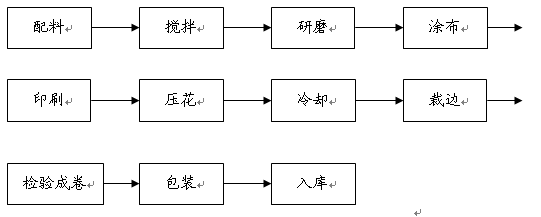
聚氯乙烯壁纸生产工艺示意图
第二节 国外聚氯乙烯壁纸生产工艺发展阶段比较
从国外壁纸发展来看,其壁纸的发展已经有一百多年的历史,并经久不衰。近年来,发达国家壁纸生产规模越来越大,人均消费水平是我国的几十倍。日本的成田、德国的若希、英国的皇冠等壁纸厂家无一不拥有5条以上壁纸生产线,每家的生产能力都在1.5-2亿m²/年。
第三节 我国聚氯乙烯壁纸生产工艺创新历程与途径
国外部分企业的成功经验表明,用于 研究 开发的投资占企业销售额的1%时,企业难以生存,占2%时可勉强维持,占5%时才有竞争力,而我国聚氯乙烯壁纸企业用于 研究 开发的投资平均还很低。
针对上述 行业 发展中存在的问题,我国聚氯乙烯壁纸 行业 应走产学研相结合的道路,建立产业技术创新战略联盟。要健全产学研一体化的技术创新体系,要探索建立产业技术创新联盟,构建企业与优秀的 研究 院所和著名的高校相结合的共性技术创新平台,瞄准发展的共性关键技术与装置,共同开发、共担风险、联合竞争、共同受益。
第四节 国内聚氯乙烯壁纸生产设备简介
壁纸生产设备由涂布机、印刷压花机和其它辅助设备组成生产线。
涂布机是将PVC糊料均匀的涂在纸基上,经烘干和压光后制成壁纸半成品,供下工序印刷压花使用。涂布机包括五个主要部分:放卷部分、涂布机组、烘箱部分、压光冷却机构、收卷部分。
1、放卷部分
由双工位放料架和输入牵引部分组成,放料轴采用气涨轴和磁粉制动器,配有磁粉张力检测及张力控制器,控制开卷张力,并具备不停机接纸功能。输入牵引采用钢辊胶辊双辊对滚式,钢辊由变频电机驱动,配备摆辊式全闭环张力控制系统,张力的调节由精密调压阀设定,低摩擦气缸执行。
2、涂布机组
由涂布滚筒、逗号刮刀、上浆槽和涂布控制电脑组成。涂布滚筒表面镀有硬铬,经超精加工,滚筒面跳动小于0.00mm,纸张紧绕在滚筒表面,带动滚筒转动。逗号刮刀控制涂层的厚度,表面镀有硬铬并经超精加工,辊面直线度小于0.00mm,可保证涂布均匀。
涂布机组配有涂层厚度控制电脑,通过精密传感器测量刮刀间隙,控制涂布厚度并由电话自动控制,控制精度小于0.00mm。
3、烘箱部分
烘箱结构有两种,一种采用平桥式结构,另一种是双面吹风式。采用平桥式结构的烘箱由12节烘箱组成,每个烘箱设一个轴流风机,导热油热凤循环加热,每两个烘箱组成一个温区,共分6个温区,每个温区用一个温控阀控制温度,温控范围100-220°C。
采用双面吹风式结构的烘箱由四至五组烘箱构成,每组烘箱配一台导热油加热器,用两台内置式离心风机把热风从两侧送到烘箱内,通过上下热风喷嘴烘干涂布材料,每个烘箱用一个温控阀控制温度,温控范围100-220°C。
烘箱用冷轧钢材制成,填充100mm厚保温层,内壁采用镀锌钢板,喷嘴用不锈钢制造,箱内导辊为镀铬钢辊。
烘箱设有链条穿料机构,两侧有活动门可以打开,便于进行清洁和检修、更换喷嘴,还配有排风管道,出口处配排烟罩。
4、压光冷却机构
冷却滚筒采用四钢滚冷却方式,冷却滚筒外部镀铬,内部为螺旋式水流结构,增强冷却效果,压光采用带背压钢辊的胶辊压光,胶辊、背压钢辊也通水冷却,用气缸控制压光压力。
冷却滚筒用变频电机驱动,该电机为涂布系统主电机。
5、收卷部分
收卷部采用双工位回转收料架,气涨轴收料,配备摆辊式全闭环张力控制系统,控制收卷张力,张力的调节由精密调压阀设定,低摩擦气缸执行。
气涨轴用变频电机驱动,带有锥度张力自动控制,随着料卷直径的增大张力自动衰减,避免收卷时菜心现象的出现。
收卷部可不停机换卷,料轴有预驱动功能,保证高速状态下换卷接纸平稳。
第五节 国内聚氯乙烯壁纸生产设备应用现状
经过十几年的技术引进和大力开发,我国的PVC印刷同步印花壁纸生产线国产化已经成熟。整厂设备投资只有欧洲的1/3或1/5,国产设备投资回报率远远高于国外设备。
第六节 我国聚氯乙烯壁纸生产设备技术研发动态
作为我国PVC壁纸成套设备制造的领军企业——西安航天华阳公司,引进欧洲先进技术,集中了优秀的行天高科技人才,凭借先进的加工设备和良好的科研环境,致力于高品质PVC壁纸成套设备的开发与生产,经过十几年的顽强拼搏、集智攻关,以生产出PVC壁纸印刷压花同步生产线、壁纸精密涂布机、壁纸无心收卷机、壁纸印刷机、壁纸同步印花机等具有国际竞争力的系列产品。该生产线结构紧凑、工艺先进、机械化自动化程度高,通过微机控制,可实现同步印刷印花;生产效率高、产品花样更新快、图案压花逼真、层次感强,可实现1-8套色的连续印刷和同步印花、收卷。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


