
第一节 产品技术发展现状
近几年冷轧不锈钢工艺最重要的突破是在冷轧的整个环节上采用高效的生产方式,比如,采用2~3个机架,并且将轧机的进、出口和退火、酸洗线连接,形成真正意义上的全连续生产方式。重要的生产实例如北美地区的J&L特钢厂(现在是ATI厂),该厂建设了直接轧制退火酸洗线,其年产量可以达到30万吨;法国Ugine公司的Isbergues厂,该厂建设了类似的年产20万吨的生产线;法国的TRONIO厂建设的RAP5线,该线的炉子很大,产量达到了100万吨;国际Lisco公司在中国建设的复合生产线产量为40万吨。
目前国内已经具有世界先进装备水平的冷轧不锈钢板厂,上海实达和大连精密引进了20辊森吉米尔轧机生产宽度小于600mm的带钢,抚顺、大连、长城、重特等厂也少量生产冷轧不锈板带。此外,国内广东汕头与佛山、浙江宁波、江苏无锡等地,现有100多家生产规模在千吨以上的民营冷轧不锈带钢厂,它们从市场上采购白卷,经过纵剪分条、冷轧成带。产品主要用于焊管生产,小部分作为不锈钢小五金的生产原料。
第二节 产品工艺特点或流程
1、工艺
1)退火(固溶处理)
金属在高温条件下快速冷却,使之得到固溶体和饱和固溶体的热处理工艺。退火的目的是消除和改善前道工序遗留的组织缺陷和内应力,改善钢的塑性和韧性,为热轧后继续冷轧做准备。提高不锈钢的耐腐蚀性。
例如:奥氏体不锈钢加热到1000℃以上,使碳化物或其他化合物固溶于奥氏体组织中,然后在水中快速冷却,使其在室温下得到饱和的奥氏体固溶体。
2)抛丸
将大量直径仅为0.3~0.4mm的铸钢丸高速喷射在运行中的钢板上,用以清除钢带上下表面的氧化铁鳞。
3)酸洗
通过化学反应,彻底清除带钢表面的氧化铁皮,并使之钝化,形成耐蚀、发白的表面。
硫酸酸洗:去除氧化铁皮,并使之剥离不锈钢基体。
混酸酸洗:消除贫Cr层,形成Cr2O3的抗氧化层,使表面钝化发白。
4)轧制
使热轧原料在一定的压力下,成型具有一定厚度偏差,板形良好的冷轧钢带。
其目的是使厚度规格减薄;控制产品厚度精度;提高表面光洁度;改善钢的组织,提高产品的使用性能。
5)成品退火酸洗
将冷轧退火后钢板表面形成的氧化铁皮,经中性电解除鳞,混酸发白钝化,刷洗烘干形成银白色表面。
电解酸洗:氧化铁皮反复还原氧化,变得疏松,同时钢带表面发生电化学反应,产生的气体瞬间爆破,将疏松的铁鳞剥落。
混酸酸洗:消除贫Cr层,形成Cr2O3的抗氧化层,使表面钝化发白。
6)平整
用来提高退火后带钢的平整度,获得所要求的力学性能及使带钢表面达到所要求的粗糙度。
7)剪切
根据合同的要求,将带钢剪切至要求的宽度或长度规格。剪切方式有纵切和横剪。
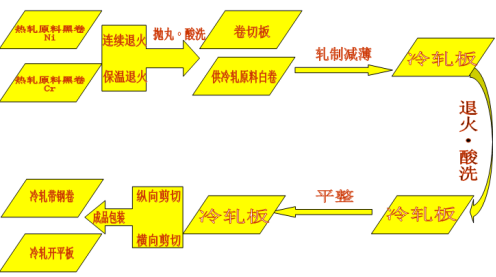
2、工艺流程图
第三节 国内外技术未来发展趋势 分析
1、 技术工艺 创新
为了降低成本,提高国产冷轧不锈钢板的竞争力, 研究 和利用先进工艺设备改造现有的生产线,提高效率,降低生产成本,另外也可以引进国外紧凑式冷轧不锈钢板带生产线来,直接引进紧凑式冷轧不锈钢板带生产线,不仅可以优化我国冷轧不锈钢板的生产结构、降低制造成本、提升竞争力,而且还可以少花钱,快速增加冷轧不锈钢板产量。以满足国内快速增长的市场需求,保持高的自给水平。
2、安全性技术
未来冷轧不锈钢生产设备的设计在安全方面要采用高标准,要求机械和电气的设计构造安全可靠;要求最佳均衡优选的安全和防护措施;要求通过机械、液压和电气自动化的密切协作来实现安全操作;要求对设备和生产过程的操作安全可靠,要求在维护和服务阶段的操作安全舒适。因此在技术和工艺的设计上要着重考虑安全因素,合理设计整个生产过程。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


