
第一节 上游 行业 发展状况 分析
生产锅炉的原材料主要有钢板、封头、管材、焊材、X光片、保温材料、工字钢等。因此,上游产业主要是钢铁工业。
钢铁工业作为我国国民经济的基础产业,得到了迅速发展。在经历了以数量扩张为主的发展时期后,钢铁工业已进入了加速结构调整、全面提高竞争力为主的阶段。
2007年我国粗钢产量不仅全球第一,且产量超过第二到第八的总和,占全球总产量的36.4%,2006年这一比例为33.8%,2005年为31%,2004年为26.2%,呈现逐年递增趋势。值得关注的是,全球粗钢产量增速开始减缓,全球7.5%的增速低于2006年的8.8%,其中,我国增速15.7%也低于2006年的18.8%以及2005年的26.8%,但中国的钢产量增长仍是健康的。
2007年,中国出口钢坯643万吨,同比降28.9%,出口焦炭97万吨,同比增5.8%;出口钢材6265万吨,同比增45.8%;进口钢材1687万吨,同比降8.8%;进口钢坯24万吨,同比降34.6%;进口铁矿石3.83亿吨,同比增17.4%。
2007年规模以上累计工业总产值增长
单位:亿元

2007年12月末国内钢材市场综合价格指数变化表
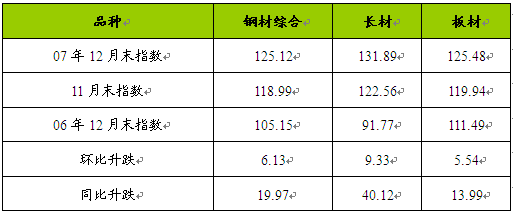
2007年12月末国际钢材价格指数变化表

第二节 下游产业发展情况 分析
2007年,我国船舶工业保持了又好又快的发展。呈现出增长加快、结构优化、规模扩大、效益提高、运行质量明显改善、经济增长方式正在逐步转变的良好发展态势。
1、经济运行基本情况
1)造船三大指标再创历史新高
据船舶工业统计快报数据,2007年全国造船完工量1893万载重吨,比上年增长30%;新承接船舶订单9845万载重吨,比上年增长132%;手持船舶订单15889万载重吨,比上年增长131%。
以载重吨计,我国造船完工量、新承接船舶订单、手持船舶订单分别约占世界船舶市场份额的23%、42%和33%,比上年分别提高了4个、12个和9个百分点。
2007年三大造船指标比较
单位:万载重吨
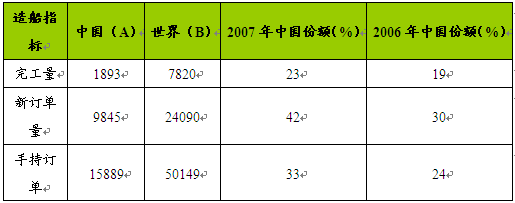
注:表中中国三大指标数据为我国统计数据,世界三大指标为英国克拉克松 研究 公司统计数据。计算中国所占份额时对数据作了同口径处理。
2)经济规模快速增长
2007年,全国规模以上1059家船舶工业企业完成工业总产值2563亿元,比上年增长53%;工业增加值683亿元,比上年增长70%。主营业务收入突破2000亿元,增长60%以上。贯彻实施《船舶工业中长期发展 规划 》, 行业 总资产规模不断壮大,中国船舶工业集团公司、中国船舶重工集团公司资产规模超过1000亿元,在全国40家资产规模超千亿元的中央企业中分别名列第5、第7位。
3)经济效益不断提高
2007年1-11月,全国规模以上船舶工业企业利润总额185亿元,比上年同期增加78.5亿元,同比增长136%。分 行业 来看,船舶制造企业实现利润112.5亿元,比上年同期增加41亿元,占全 行业 利润的61%;船舶修理及拆船企业利润62.6亿元,比上年同期增加30亿元,占全 行业 利润的34%;船舶配套设备制造企业利润9.1亿元,比上年同期增加7亿元,占全 行业 利润的5%。
据测算,2007年全 行业 利润总额在2006年96亿元的基础上实现翻番增长,一举突破200亿元。
4)经济运行质量明显改善
2007年,全国船舶工业主要造船集团、主要船舶企业加快建立现代造船模式,生产效率不断提高,散货船、油船和集装箱船三大主流船型的生产周期明显缩短,外高桥造船公司的17.5万吨散货船船坞周期平均50天,上海船厂3500TEU集装箱船船台周期49天,大连船舶重工的30万吨原油船水下周期62天,4250TEU集装箱船总建造周期314天,接近日韩同型船的建造水平;经营管理水平不断提高,降本增效成绩显著,成本费用增幅低于销售收入增幅,成本费用增长得到有效控制;重视节能减排工作,钢材利用率、万元产值能耗、主要污染物排放等指标达到年度制定的目标;1-11月份工业经济效益综合指数达213,比上年提高55点,首次超过同期全国工业经济效益综合指数,其中劳动生产率、成本费用利润率、总资产贡献率比上年均有较大增长,分别拉动经济效益综合指数37点、14点和3点。
5)船舶出口迅猛增长
2007年,我国船舶出口增长迅猛。全年船舶出口1490万载重吨,比上年增长25.6%,占完工总量的79%。
据海关统计,船舶产品出口金额122.40亿美元,比上年增长51.1%;船舶产品出口到151个国家和地区,比去年增加19个。排名前5位的出口国家和地区分别为:新加坡、德国、香港、利比里亚和日本,总计占比达到55%。
2、经济运行的主要特点
1)两大集团成绩突出、地方造船蓬勃发展
中国船舶工业集团和中国船舶重工集团生产、经营成绩突出。2007年中国船舶工业集团造船完工655万载重吨,新承接船舶订单2352万载重吨,手持船舶订单5000万载重吨,分别比上年增长8.7%、3.6%和50.1%。中国船舶重工集团造船完工424万载重吨,新承接船舶订单1616万载重吨,手持船舶订单2600万载重吨,分别比上年增长58.8%、160.6%和78.6%。先进高效的管理使两大集团利润成倍增长,2007年中国船舶工业集团实现利润140亿元,中国船舶重工集团实现利润50亿元,均实现翻番增长。
地方造船蓬勃发展,产能快速释放,成为船舶工业实现跨越式发展的另一股强劲动力。2007年造船完工量达833万载重吨,占全国总量的40%,新承接船舶订单5846万载重吨、手持新船订单8249万载重吨,占全国总量的比例分别为60%和54%。地方船舶工业经过近几年快速发展,已形成了一批骨干企业。南通中远川崎船舶工程有限公司、江苏新世纪造船股份有限公司、江苏新时代造船有限公司、扬州大洋造船有限公司、江苏扬子江船厂有限公司、江苏熔盛重工集团的造船完工量、新承接船舶订单、手持订单排名进入或部分进入全国前10名之列。
2)散货船成交量跃居世界第一,海洋工程成为新亮点
2007年,散货船引领国际造船市场,成为国际造船市场持续兴旺的主要因素。据英国克拉克松公司统计,2007年我国承接新船订单中,散货船成交量为8150万载重吨,占世界市场份额的55.8%;韩国3730万载重吨,占25.5%;日本1640万载重吨,占11.2%;欧洲480万载重吨,占3.3%,我国散货船成交量跃居世界第一。其中17-20万载重吨级好望角型散货船承接130艘/2307万载重吨,占世界市场份额40%;20万吨以上矿砂船20艘/550万载重吨,占世界市场份额44%。
海洋工程市场取得突破,成为新的亮点。2007年中远船务工程有限公司承接了GM4000半潜式可移动海洋平台,手持海洋工程订单24亿美元。上海外高桥造船有限公司交付了国内第一艘自主设计的30万吨级海上浮式生产储油船(FPSO),承接了第六代3000米深水半潜式钻进平台,进一步拓展了高端海洋工程建造市场新领域。
3)经济总量持续上升、造修配实现同步发展
2007年船舶工业企业完成工业总产值、工业增加值2563亿元和683亿元,分别比上年增长53%和70%。上述两个指标,船舶制造企业完成1795亿元、445亿元,比上年分别增长48%和71%;船舶修理及拆船企业完成533亿元、177亿元,分别增长69%和73%;船舶配套设备制造企业完成228亿元、59亿元,分别增长59%和65%。造船、修船和船舶配套业实现全面增长。
4)关键设备研制成功、船舶配套设备本土化率有所上升
2007年,我国船舶配套企业研制并批量生产了大功率、大缸经及智能型低速柴油机,顺利实现了为VLCC配套的7S80MC低速柴油机、8K90MC-C国内最大功率的低速柴油机、世界首制6RT-flex50B智能型船用低速柴油机等三型大功率低速柴油机的本土化制造。L21/31、L27/38和DK26中速柴油机的国产化研制取得阶段成果,部分机型已经开始装上出口船和远洋船。TBG236V8、TBG620V12两型高速柴油机研制成功并顺利投放市场。大型船用货物起重机、海洋平台吊机、舱室机械等产品的国产化研制也取得进展。三大主流船型本土化船用设备装船率整体水平较2006年有了稳定提高。反映出我国部分船用设备的技术水平和质量已达到国际先进水平。
此外,船舶配套园区、船用钢材配送中心等开始发挥作用,完善了造船和船舶配套产业链,有力的支持了船舶工业快速发展。
5)产品结构优化升级,高技术船舶建造取得新进展
我国三大主流船型已达到国际先进技术水平,形成系列化和批量化建造。17.5万吨、18万吨新型好望角型散货船,30万吨级超大型油船(VLCC),6600TEU、8530TEU、10000TEU集装箱船,23万吨、30万吨、38.8万吨环保型矿砂船(VLOC)等船舶实现批量建造和批量接单,世界市场占有率逐年提高。
高技术船舶建造取得新进展。30万吨级海上浮式生产储油船(FPSO)、13500立方米自航耙吸式挖泥船等成功交付;自主开发设计的5000车位汽车滚装船首制船开始建造;5条14.7万立方米LNG船已全部开工,首制船不断突破各项技术难关,将于2008年初实现交船。
争创名牌产品取得新成绩。大连船舶重工建造的30万吨VLCC和11万吨成品油船、上海外高桥造船有限公司设计建造的10.5万吨原油船、重齿公司的“船用齿轮箱”和“减速机”等产品被国家质检总局、中国名牌战略推进委员会评为2007年中国名牌产品。
第三节 产品技术发展现状
锅炉烟气中所含粉尘(包括飞灰和炭黑)、硫和氮的氧化物都是污染大气的物质,未经净化时其排放指标可能达到环境保护规定指标的几倍到数十倍。控制这些物质排放的措施有燃烧前处理、改进燃烧技术、除尘、脱硫和脱硝等。借助高烟囱只能降低烟囱附近地区大气中污染物的浓度。
烟气除尘所使用的作用力有重力、离心力、惯性力、附着力以及声波、静电等。对粗颗粒一般采用重力沉降和惯性力的分离,在较高容量下常采用离心力分离除尘。静电除尘器和布袋过滤器具有较高的除尘效率。湿式和文氏-水膜除尘器中水滴水膜能粘附飞灰,除尘效率很高,还能吸收气态污染物。
烟气脱硫有吸收法和催化氧化法。干法吸收用碱性氧化铝、 半焦炭、活性炭等;湿法吸收用氨、碳酸钠、石灰浆等。用五氧化二钒等触媒在一定温度下可使大部分二氧化硫氧化为三氧化硫,从而有助于吸收脱硫。由于烟气脱硫设备及运行费用昂贵,大部分企业倾向使用低硫燃料以降低硫氧化物的排放量。
第四节 产品工艺特点或流程
首先由磨煤机将煤磨制成粉。煤粉由空气携带通过装在炉墙上的燃烧器送入炉膛中燃烧。在火焰中心处的气体温度达到1500~1600℃。锅炉的蒸发受热面装在炉膛的内壁上,组成水冷壁,吸收炉膛中高温火焰和烟气的辐射热量,使炉膛出口处烟气温度降低到1000~1150℃。后墙水冷壁的上部分(在水平烟道进口)组成排列较稀的数列凝渣管,以防止结渣。为防止锅炉受热面上积灰或结渣,还使用吹灰器。
过热器位于水平烟道中,它的作用是把从锅筒出来的饱和蒸汽加热成具有一定温度的过热蒸汽,目的是提高电站的经济性。烟气通过过热器后温度降低到 500~600℃,然后进入尾部烟道。尾部烟道中受热面之一为省煤器。它由很多平行的蛇形管所组成,其作用是使给水在进入锅筒之前预先加热,并降低排烟温度。另一尾部受热面是空气预热器。它的作用是使空气在进入炉膛以前加热到一定温度,以改善燃烧和进一步降低排烟温度,提高锅炉效率。
在水汽系统方面,给水在加热器中加热到一定温度,经给水管道进入省煤器,进一步加热以后送入锅筒,与锅水混合后沿下降管下行至水冷壁进口集箱。水在水冷壁管内吸收炉膛辐射热形成汽水混合物经上升管到达锅筒中,由汽水分离装置使水、汽分离。分离出来的饱和蒸汽由锅筒上部流往过热器,继续吸热成为450℃的过热蒸汽,然后送往汽轮机。
在燃烧和烟风系统方面,送风机将空气送入空气预热器加热到一定温度。在磨煤机中被磨成一定细度的煤粉,由来自空气预热器的一部分热空气携带经燃烧器喷入炉膛。燃烧器喷出的煤粉与空气混合物在炉膛中与其余的热空气混合燃烧,放出大量热量。燃烧后的热烟气顺序流经炉膛、凝渣管束、过热器、省煤器和空气预热器后,再经过除尘装置,除去其中的飞灰,最后由引风机送往烟囱排向大气。
第五节 国内外技术未来发展趋势 分析
1、锅炉新技术
电子计算机的发展使锅炉设计周期大为缩短。过去费时甚多的锅炉热力计算、水循环或水动力计算、空气动力计算均可用计算机程序迅速完成。同时,依靠计算机画图,可使锅炉图纸用计算机绘出。这样,可使锅炉设计进行众多的方案比较,并从中确定最优方案,提高设计质量。
锅炉的各种数学模化技术在近年来也得到迅速发展,其中 研究 最多的炉膛数学模化技术的一元方法已可在锅炉设计中粗略预测炉内过程工况,三元计算正在大力开发中。
此外,对锅炉厚壁构件瞬态温度和应力分布也进行了大量 研究 工作,并建立了有关数学模型。在气流横向冲刷管束时引起振动的工况以及锅炉管束的传热过程方面,也均建立起数学模化模型。这些技术对于避免管束振动及优化传热过程方面均可起到判别和预报作用。用计算机程序评定现有锅炉的管子剩余寿命,进行在线监测和设备诊断等计算机技术也得到了发展和应用。
我国在以上这些方面也积极开展了 研究 工作,并已取得一定成果。在今后15年中,随着计算机技术的发展以及各方面科学 研究 的深入,应用数学模化技术预报锅炉各种工况的工作将扩展到设计、运行等更多的锅炉领域,并向更为实用化发展。
磨损和腐蚀从来是影响锅炉钢管寿命和危及锅炉安全运行的重要问题。近10年来,除了针对锅炉具体情况采取专用的防腐、防磨措施外,也 研究 开发了耐腐蚀和耐磨损的新型材料和喷涂材料,例如:对于腐蚀和磨损严重的碳钢管,可以采用复合管加以代替。复合管由低碳钢作内层和310型不锈钢作外层挤压成形,其外层腐蚀率只有低碳钢的30%。另一种方法可以对低碳钢管进行喷镀。日本曾用将瞬间溶融的陶瓷涂层粉末材料快速喷镀在钢管上的方法使管子表面形成保护膜,以达到防腐、防磨的目的。美国采用等离子喷镀50Cr50Ni的方法使锅炉钢管外表面获得保护层。这两种方法均效果良好。美国方法对抗火焰侧腐蚀性能很好,镀层上的腐蚀率很低,且很少有镀层剥落现象。我国也正在这方面进行 研究 开发工作,预计在今后15年中能有更加成熟和实用的措施用于锅炉的防腐、防磨。
2、环境保护技术
在环保方面,烟气除尘已基本上得到解决,目前电气除尘器效率已达99%以上,可以保证锅炉排烟达到环保的除尘要求。在保证排烟中NOx含量符合环保要求方面,除前述采用沸腾燃烧技术和其它有关燃烧技术外,还可采用干法或湿法烟气脱硝。两者均可用氨为还原剂,干法设备费较大但运行费较小;湿法则刚刚相反。排烟脱硝技术中采用的方法有半干法(利用石灰石作添加剂,脱硫程度为90%左右),湿法(利用石灰石作添加剂并生产出石膏,脱硫程度为95%左右),再生湿式洗涤法(可加工生产出元素硫,脱硫程度为95%以上)。各国广泛采用湿法,也可采用串联方法联合脱硫脱硝。排烟脱硫脱硝装置的投资费约占电站总投资费的20%——25%。因此, 研究 和开发新的排烟脱硫脱硝技术,降低其投资费和运行费是各国今后的奋斗目标。我国在今后15年中应结合国情 研究 开发出新型的价廉且实用的脱硫脱硝技术,并使排烟指标达到环保要求。
3、蒸汽疏水阀开发方向
“高效节能,绿色环保”是“十一五”乃至今后我国国民经济发展的主要方向,随着电力(接电、火电、水电、风电)、石化、冶金设备的大型化,对蒸汽疏水阀的要求也随之提高,要求蒸汽疏水阀的工作压力达到15.0MPa或更高,公称尺寸达DN150mm或更大。因此,在开发蒸汽疏水阀新产品时,要考虑以人为本,树立人性化的产品设计理念;将新材料不断应用到蒸汽疏水阀产品上来;将信息技术、人工智能技术融入蒸汽疏水阀实现机电一体化,是技术创新的新途径。
随着装置的大型化,势必对蒸汽管路的工作压力、公称尺寸、排量、工作温度等的要求相应提高,为了满足装置的要求,应开发高压自由浮球式、高压圆盘式、高压双金属片式的蒸汽疏水阀,其工作压力为15.0MPa、20.0MPa,工作温度为570℃~600℃。壳体材料为WC6、WC9及特种合金钢的蒸汽疏水阀。除此之外,还应开发低压、大口径、大排量的蒸汽疏水阀,其公称尺寸为DN150mm、DN200mm;开发高压大口径的调节疏水阀,其工作压力为PN16.0MPa,公称尺寸为DN150mm、200mm。
材料科学被认为是新世纪最具发展前景的学科之一,近年来出现了许多新型高性能材料,如纳米材料、超导材料、记忆合金等,把记忆合金应用到蒸汽疏水阀中,让记忆合金作为蒸汽疏水阀的启、闭件,记忆凝结水的温度和压力。当蒸汽疏水阀内是蒸汽时,记忆合金关闭件会自动关闭,当凝结水来到记忆合金启闭件后,启闭件记忆凝结水的温度和压力会自动开启排水,排水完毕后,蒸汽到来,这时温度会升高,记忆合金关闭件会自动关闭蒸汽疏水阀。
当前信息技术飞速发展,蒸汽疏水阀作为蒸汽管路排除凝结水的执行机构,如果能够将现代的计算机技术、传感技术、网络及遥控技术以及智能技术植入蒸汽疏水阀产品中去,用以控制蒸汽疏水阀的启闭,按照这种思路设计的新型蒸汽疏水阀,在国外已有报道。
蒸汽疏水阀品种繁多,又有很大差别,市场需求又在不断变化,蒸汽疏水阀制造厂家的生产规模和技术水平参差不齐,但蒸汽疏水阀总的发展趋势和开发的技术途径却有着许多共同之处,只要蒸汽疏水阀制造厂家能够结合自身条件,走科学发展之路,设计和开发新产品,定能促进我国蒸汽疏水阀
行业
健康发展。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


