
第一节 产品技术发展现状
为了满足用户对PCD刀具切削性能不断提高的要求,在竞争激烈的PCD刀具市场占有更大份额,刀具制造商正不断对PCD刀具技术进行改进与提高。
1、国外技术发展现状
美国DiamondAbrasive公司通过优化PCD烧结工艺,促使金刚石颗粒之间生成的共生物增大,从而提高了粗颗粒PCD刀具的耐磨性。该公司开发的CTH025牌号的耐磨性比同类型粗颗粒PCD牌号提高了25%~30%,该牌号被设计用于切削具有高耐磨性的铝金属基复合材料(MMC)。
DiamondAbrasive公司还推出了一种称为“multimodal”的新型PCD牌号,这种牌号原来是为对刀具韧性要求极高的采矿业开发的,其特点是每片刀片材料中都分布着各种不同粒度尺寸的金刚石颗粒,例如,multimodal牌号CTM302的材料中包含了粒度尺寸从2µm到30µm的金刚石颗粒。这种由大、小粒度混合构成的刀具切削刃性能相当于金刚石粒度为10µm的刀片性能,而刀具的寿命则超过了仅由单一粗颗粒金刚石制成的PCD刀具。
几年前,美国SumitomoElectricCarbide公司曾推出一种称为DA2200的亚微细粒度(0.5µm)的PCD牌号,该牌号的PCD刀具可加工出极高的工件表面光洁度,且具有几乎可与硬质合金媲美的高强度。
为了应对近来PCD刀具大幅降价的压力,该公司又开发了价格较低的DA2200牌号刀具以替代价格较贵的原型刀具。由于采用了先进的PCD烧结工艺,从而可制备出PCD金刚石层厚度仅为标准厚度1/3的DA2200复合片,用这种复合片制造的刀具与金刚石层较厚的PCD刀具强度相同,但所消耗的金刚石材料以及刀坯磨削工序中的材料去除量显著减少,从而降低了刀具的制造成本。
近来,采用PCD刀尖的多功能旋转刀具的开发与应用日渐增多。这种刀具可在一次走刀中完成钻孔、扩孔、倒角、精修等多道孔加工工序,用于汽车制造业可有效降低加工成本,如一把多功能PCD刀具在需要重磨前可加工多达几千件汽车传动箱零件。
ClappDiCO公司新开发了一种不需重磨的超速(SuperSpeed)PCD铣刀。该铣刀上装夹了多个不需重磨的小刀尖PCD刀片,刀片上的断屑槽可实现对切屑的有效控制;铣刀刀体采用轻型不锈钢制造,可避免耐磨铝合金切屑和冷却/冲洗液对刀体的损害。该铣刀上还集成了一个由凸轮驱动的轴向调节装置,可对PCD刀片的轴向尺寸进行精确微调,并实现了刀具硬件结构的最小化。
2、国内技术发展现状
国内PCD刀具市场随着刀具技术水平的发展也不断扩大。目前中国第一汽车集团已有一百多个PCD车刀使用点,许多人造板企业也采用PCD刀具进行木制品加工。PCD刀具的应用也进一步推动了对其设计与制造技术的 研究 。国内的清华大学、大连理工大学、华中理工大学、吉林工业大学、哈尔滨工业大学等均在积极开展这方面的 研究 。国内从事PCD刀具研发、生产的有上海舒伯哈特、郑州新亚、南京蓝帜、深圳润祥、成都工具 研究 所等几十家单位。
上海工具厂有限公司通过技术改造,引进了PCD刀具(包含PCBN刀具)的先进生产设备,包括瑞士EWAG公司的RS15机床、德国VOLLMER公司的QM110和QWD760机床、德国SCHENCK公司的HSK刀柄动平衡机、ZOLLER公司的CNC刀具专用测量仪等。通过现有生产技术的配套,上工目前已能生产木工 行业 、印制电路板 行业 和汽车制造业所急需的各类PCD铣刀、镗刀、铰刀,成为国内目前唯一能配套生产带HSK刀柄的PCD刀具的企业。
目前,PCD刀具的加工范围已从传统的金属切削加工扩展到石材加工、木材加工、金属基复合材料、玻璃、工程陶瓷等材料的加工。随着PCD刀具切削性能的不断提高和PCD刀具价格的不断下降,PCD刀具对于广大用户具有了前所未有的吸引力,这将有力推动PCD刀具的普及应用以及PCD刀具技术更快地向前发展。
第二节 产品工艺特点或流程
1、PCD刀具的设计原则
1)刀具材料的选择
(1)合理选择PCD粒度
PCD粒度的选择与刀具加工条件有关,如设计用于精加工或超精加工的刀具时,应选用强度高、韧性好、抗冲击性能好、细晶粒的PCD。粗晶粒PCD刀具则可用于一般的粗加工。PCD材料的粒度对于刀具的磨损和破损性能影响显著。 研究 表明:PCD粒度号越大,刀具的抗磨损性能越强。采用DeBeers公司SYNDITE002和SYNDITE025两种PCD材料的刀具加工SiC基复合材料时的刀具磨损试验结果表明,粒度为2μm的SYNDITE002PCD材料较易磨损。
(2)合理选择PCD刀片厚度
通常情况下,PCD复合片的层厚约为0.3~1.0mm,加上硬质合金层后的总厚度约为2~8mm。较薄的PCD层厚有利于刀片的电火花加工。DeBeers公司推出的0.3mm厚PCD复合片可降低磨削力,提高电火花的切割速度。PCD复合片与刀体材料焊接时,硬质合金层的厚度不能太小,以避免因两种材料结合面间的应力差而引起分层。
2)刀具几何参数与结构设计
PCD刀具的几何参数取决于工件状况、刀具材料与结构等具体加工条件。由于PCD刀具常用于工件的精加工,切削厚度较小(有时甚至等于刀具的刃口半径),属于微量切削,因此其后角及后刀面对加工质量有明显影响,较小的后角、较高的后刀面质量对于提高PCD刀具的加工质量可起到重要作用。
PCD复合片与刀杆的连接方式包括机械夹固、焊接、可转位等多种方式,其特点与应用范围见下表。
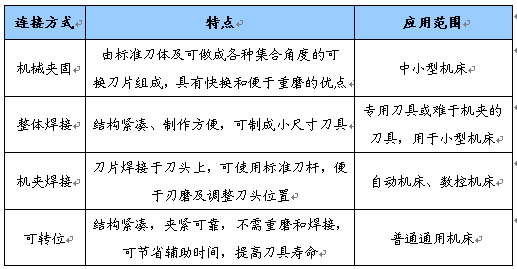
PCD复合片与刀杆连接方式的特点与应用
2、PCD刀具的制造过程
PCD刀具的制造过程主要包括两个阶段:
1)PCD复合片的制造
PCD复合片是由天然或人工合成的金刚石粉末与结合剂(其中含钴、镍等金属)按一定比例在高温(1000~2000℃)、高压(5~10万个大气压)下烧结而成。在烧结过程中,由于结合剂的加入,使金刚石晶体间形成以TiC、SiC、Fe、Co、Ni等为主要成分的结合桥,金刚石晶体以共价键形式镶嵌于结合桥的骨架中。通常将复合片制成固定直径和厚度的圆盘,还需对烧结成的复合片进行研磨抛光及其它相应的物理、化学处理。
2)PCD刀片的加工
PCD刀片的加工主要包括复合片的切割、刀片的焊接、刀片刃磨等步骤。
2、PCD复合片的切割工艺
由于PCD复合片具有很高的硬度及耐磨性,因此必须采用特殊的加工工艺。目前,加工PCD复合片主要采用电火花线切割、激光加工、超声波加工、高压水射流等几种工艺方法,其工艺特点的比较见下表。
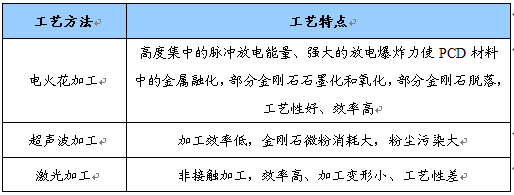
PCD复合片切割工艺的比较
在上述加工方法中,电火花加工效果较佳。PCD中结合桥的存在使电火花加工复合片成为可能。在有工作液的条件下,利用脉冲电压使靠近电极金属处的工作液形成放电通道,并在局部产生放电火花,瞬间高温可使聚晶金刚石熔化、脱落,从而形成所要求的三角形、长方形或正方形的刀头毛坯。电火花加工PCD复合片的效率及表面质量受到切削速度、PCD粒度、层厚和电极质量等因素的影响,其中切削速度的合理选择十分关键,实验表明,增大切削速度会降低加工表面质量,而切削速度过低则会产生“拱丝”现象,并降低切割效率。增加PCD刀片厚度也会降低切割速度。
3、PCD刀片的焊接工艺
PCD复合片与刀体的结合方式除采用机械夹固和粘接方法外,大多是通过钎焊方式将PCD复合片压制在硬质合金基体上。焊接方法主要有激光焊接、真空扩散焊接、真空钎焊、高频感应钎焊等。目前,投资少、成本低的高频感应加热钎焊在PCD刀片焊接中得到广泛应用。在刀片焊接过程中,焊接温度、焊剂和焊接合金的选择将直接影响焊后刀具的性能。在焊接过程中,焊接温度的控制十分重要,如焊接温度过低,则焊接强度不够;如焊接温度过高,PCD容易石墨化,并可能导致“过烧”,影响PCD复合片与硬质合金基体的结合。在实际加工过程中,可根据保温时间和PCD变红的深浅程度来控制焊接温度(一般应低于700℃)。国外的高频焊接多采用自动焊接工艺,焊接效率高、质量好,可实现连续生产;国内则多采用手工焊接,生产效率较低,质量也不够理想。
4、PCD刀片的刃磨工艺
PCD的高硬度使其材料去除率极低(甚至只有硬质合金去除率的万分之一)。目前,PCD刀具刃磨工艺主要采用树脂结合剂金刚石砂轮进行磨削。由于砂轮磨料与PCD之间的磨削是两种硬度相近的材料间的相互作用,因此其磨削规律比较复杂。对于高粒度、低转速砂轮,采用水溶性冷却液可提高PCD的磨削效率和磨削精度。砂轮结合剂的选择应视磨床类型和加工条件而定。由于电火花磨削(EDG)技术几乎不受被磨削工件硬度的影响,因此采用EDG技术磨削PCD具有较大优势。某些复杂形状PCD刀具(如木工刀具)的磨削也对这种灵活的磨削工艺具有巨大需求。随着电火花磨削技术的不断发展,EDG技术将成为PCD磨削的一个主要发展方向。
第三节 国内外技术未来发展趋势 分析
目前 研究 人员针对PCD复合片的特点,开发了专用的钎料和钎剂,用以改善钎料对焊接金属的润湿能力。如DeBeers实验室开发的一种含钢53%、金14.5%、锰29%、镍3.5%的新焊料,改善了焊接质量;含氯化钴的钎剂能使银基或铜基钎料很好的润湿PCD复合片和硬质合金表面,并能防止它们脱钴,从而提高焊接强度,降低钻头的脱片率;特殊的焊前处理方法能在PCD或硬质合金表面烧渗一层Ni-Co-Pd合金层,填充其表面裂纹等缺陷,防止硬质合金脱钴,具有良好一致的润湿性,钎缝剪切强度可达320MPa。
低银钎料的 研究 一直是一个重要方向,一种低银无镉钎料结合与之匹配的钎剂使金刚石工具的剪切强度可达179.5MPa;组成为氟化钾、氯化钠、氟硼酸钾、硼酸、蒸馏水等的银钎焊膏,在500~700℃内可配合各种银钎焊料使用,增加润湿能力。与此同时,旨在降低成本、替代银基钎料的低银、无银钎料的 研究 也很多,且效果很好。因此未来对低银钎料技术的 研究 依旧是我国PCD刀具生产 行业 的技术研发方向。
针对PCD耐热性差的特点,采用水冷钎焊、惰性气体保护钎焊等改进方法是为了减少加热过程对PCD层的热损伤,以相应地提高焊接温度,获得更高的焊接强度。在改进现有技术的同时,新的制作方法也不断涌现。美国宇航局喷气推进实验室开发了一种焊接碳化钨和金刚石硬钎焊接点的微波加热工艺。这种接点能承受硬岩石钻探温度达900℃,并能用来制造钻地热井所用的金刚石涂层钻头。
综上所述,合理的加热方式是具有革命性意义的,可以带来焊接质量的大幅度提高。接头结构设计和钎料、钎剂的合理选择以及水冷、保护气体等辅助措施,均可改进现有技术的不足。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


