
第一节 产品生产技术发展现状
近年来,在机械 行业 迅速发展的拉动下,我国锻造 行业 的装备,工艺和技术取得了长足进步。据统计,全世界8000吨以上的水压机总共20台,我国就有大型自由锻造水压机4台。就大型锻钢件生产能力而言,水压机能力过剩,但是作为锻造 行业 占主要位置的热模锻设备(包括其他各种成形设备)整体构成与国外先进水平相比,差距很大。我国3万台锻造设备中,自由锻锤占80%,模锻设备占12%。从锻造设备的构成状态来看,相当多的锻件是由蒸空锤和摩擦压力机生产的,锻造工艺水平低,锻件质量不稳定,废品率2%~3%,尺寸精度和表面质量差,能耗高、污染严重。总体上看,我国的制造技术水平与发达国家的差距还很大。
一、大型电站锻件
火电机组今后发展将以60万千瓦超临界机组和百万千瓦级超超临界机组为主;核电将以百万千瓦机组为主;水电将以混流式的70万千瓦以上机组和用于抽水蓄能的轴流式机组为主。电站装备的大型化和高参数对锻件提出了更高的要求。
1、超纯净钢汽轮机低压转子锻件
为了满足超超临界汽轮机组高参数设计要求,其回火脆性是技术关键,目前国内尚属空白。国外已用超纯净3.5%NiCrMoV钢取代传统用钢,钢锭必须采用真空精炼和真空浇注,以保证化学成分的纯净和均匀性。
2、高中压复合转子锻件
超临界机组高中压复合转子要求制造兼具高中压功能的复合转子,难点是要求整体转子两端有不同的性能。该技术的关键是选择合适的化学成分,采用特殊的热处理方法。国外更多采用超纯净冶炼技术和新材料,转子重量在100吨左右,所需钢锭超过了200吨。
3、百万千瓦级核电机组常规岛低压转子
百万千瓦级核电常规岛整锻低压转子锻件是目前世界上所需钢锭最大、锻件毛坯重量最大、截面尺寸最大、技术要求最高的实心锻件,是代表热加工综合技术水平最高的产品。目前,只有日本制钢所(JSW)和韩国斗山重工具备制造能力和水平。转子重量为170吨,需600吨钢锭。
4、大型混流式水轮机锻件
目前,世界上最大的混流式水轮机为我国三峡工程,单机装机容量最大为700MW,其不锈钢水轮机转轮直径达到了9.8米,重量达500吨,上冠、下环和叶片不仅需要大容量的不锈钢冶炼设备和精炼钢水设备,而且对冶炼工艺要求也很高。
5、大型抽水蓄能水轮机铸件
大型轴流式水轮机叶片铸件的制造是关键。这种叶片通常采用不锈钢制造,尺寸大,各处截面尺寸相差很大,型线要求严格,重达几十吨,对炼钢、浇铸、热处理设备和工艺都有特殊要求。
二、核电锻件
压水堆是目前世界上应用最广泛的堆型,核岛部分的压力壳、蒸汽发生器、稳压器的壳体和管板普遍采用低合金钢锻件,在百万千瓦级的核电机组中,无论是法码通的EPR,还是西屋联合体的AP1000,都含有大量技术要求高、规格大、形状复杂的锻件。EPR压力容器的接管段锻件以及常规岛中的汽轮机低压整体转子、发电机转子都需要600吨级的钢锭锻造。EPR蒸发器下封头(水室封头)、AP1000压力容器整体顶盖、蒸发器下封头、锥形筒体等形状复杂的锻件都需要整体锻造。此外,特厚饼形件的蒸发器管板锻造以及主泵泵壳、主管道等不锈钢锻件的制造难度也都很大。世界上大型核电锻件的著名厂家有日本制钢所(JSW)、韩国的斗山重工、法国的克鲁索、日本的神户制钢等。
三、我国船用曲轴锻件的生产现状与发展
1、国外大、中型柴油机曲轴生产技术的发展
在发展造船工业的同时优先发展以船舶铸锻件产品为主导的船舶配套业,日本、韩国的船舶铸锻件产品的国产化配套率已达90%,而且其船舶配套件生产厂家大多已发展成为其国内乃至全球举足轻重的大型重工集团企业。在国外,中、高速柴油机曲轴基本上全部采用全纤维镦锻法成形,专业化生产,计算机控制,工艺技术cae化。现已有21套镦锻装置(rr和早期的tr镦锻装置)分别被德国、南斯拉夫、意大利、西班牙、捷克、日本等国的18家企业所采用,用来锻造主轴颈为90~600mm,100~610mm,180~1500mm的曲轴。镦锻装置采用计算机控制,操作控制准确、稳定,偏差范围小,工件范成性好。大部分发达国家,不但锻曲轴的镦锻装置自动化,连水压机也实行自动控制。现在,一种被称为新“tr”法的技术,更有利于拐颊上模型充满,在中间上部叉形弯曲模具突出一段行程,以便实行预锻,将支撑座分开,使之镦粗以后移开砧座,不需再提起锻件,这就使操作变得简单易行了。
低速机半组合曲轴:国外曲拐锻造历经百年已日臻完善。目前低速机半组合曲轴的曲拐毛坯的生产主要是弯锻法,占世界产量的85%以上,在个别种类曲拐毛坯生产是块锻法,占世界产量的13%;模锻法实际生产中几乎不用。80年代以来,美国、德国、日本、俄罗斯等国均开展了塑性成形的工艺技术优化 研究 ,取得了良好的效果。韩国造船业起步之初与我国情况大致相同,由于韩国高度重视曲轴等关键配套设备的研制生产,并果断上马曲轴项目,目前已形成曲轴从炼钢到曲轴成品的综合生产能力,不仅满足了本国大型船用曲轴需要,彻底摆脱了受制于日本和欧洲的境况,而且实现了曲轴出口。
2、国内大型柴油机曲轴生产技术的发展
车、船主机曲轴生产工艺技术是制约车、船柴油机研制与生产进程的重要因素,其工艺过程复杂,范成性差,费用大。目前,我国车、船用中速柴油机、高速大马力柴油机曲轴,依然靠进口。主要问题是:材料冶金质量不高,锻件内部缺陷锻合情况不良;锻件范成性差,质量可靠性差;曲轴锻件余量、公差大,“缺角塌肩”严重;晶粒粗大,寿命低,成本高。军用型号柴油机曲轴锻件材质特殊,机械性能要求高,成形工艺的稳定可靠性是影响锻件毛坯质量最为关键的因素。
一般说来,舰船柴油机整体曲轴多采用在水压机上利用专用装置镦锻而成,小型曲轴则模锻或自由锻。在曲轴塑性成形中,首推全纤维整体镦锻曲轴,它分rr锻造法和tr锻造法两种。镦锻法除它生产率高,可比自由锻节约50%以上的原材料以及劳动条件大大改善外,更重要的是提高了曲轴的机械性能,保证柴油机的安全可靠运行。
在国内,整锻中速柴油机曲轴的有三家,天津重机厂,主要采用rr镦锻法,生产2000~5000马力的机车用柴油机8240型曲轴,生产质量差而不稳定。四川资阳内燃机厂也是引进了rr镦锻装置及技术生产柴油机曲轴,产品涉及内燃机车、船舶、石油机械等 行业 ,共计30余个品种,年生产各类曲轴锻件1000余支,曲拐数2~9拐,重量从520kg~5105kg不等。船舶重工武汉重型铸锻有限公司上世纪八十年代引进了tr装置和技术,因受设备的限制,勉强装于4500吨水压机上,试制了12pc2-5v,l-v型pa6280,l-v型20/27,12v230,12v280,6atl255-8t23l,7fdl-16的中速柴油机曲轴,未进行批量生产。国内虽已采用镦锻法,但自引进tr技术二十年以来,从未对该项技术进行过系统的、规律性的 研究 ,也未批量生产过,至今仍停留在国外50~70年代的水平上。
到2015年我国的造船能力应达到3000万吨,船用低速柴油机应达到855万马力。将这些主机全部折算为6缸的70机(缸径700mm,单缸功率约3000马力,单机功率约18000马力,每个曲拐零件重13.6吨,锻件约重26吨),则到2015年,就需要480台主机,也就是年需要曲轴480根,即年需曲拐锻件2680个,再加10%的毛坯备份量,每年需要曲拐锻件约2900个,锻件总重约7.5万吨。
目前,我国的低速机年生产能力约100万马力,且曲轴全部依赖进口。随着造船产量的激增,大型船用曲轴价格越涨越高,交货期也越拖越长,中国造船业常常“望轴兴叹”,只能尴尬地接受“船等机、机等轴”受制于人的境遇。业内人士指出,如果按目前中国每年承接的造船订单约100艘计算,那么用在曲轴购买上的钱,因为涨价因素每年就要多支出数千万美元。20多年来,由于低速柴油机曲轴一直依赖进口,致使中国虽然能造出世界一流的的船舶,却被“一根曲轴”滞缓了前进的步伐。随着中国造船业迅猛发展,曲轴国产化已成为必须迈过的一道坎。
可喜的是我国已全面启动船用大型柴油机曲轴生产项目。曲轴生产基地落户上海、青岛。对更有力地打破国外垄断、优化民族产业,真正实现造船业自主配套、降低造船成本、缩短生产周期、提高效益,实现民族造船业健康持续发展也具有重大意义。
目前,上重与十二所正在进行曲拐毛坯生产工艺的 研究 ,首次使用了塑性成形仿真技术,将计算机仿真 分析 和实践经验相结合,开展成形工艺技术的优化设计,很快就锻出我国第一根合格的曲轴毛坯。
第二节 产品生产工艺特点或流程
钢的再结晶温度约为460℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻。
锻造按成形方法则可分为自由锻、模锻、冷镦、径向锻造、挤压、成形轧制、辊锻、辗扩等。坯料在压力下产生的变形基本不受外部限制的称自由锻,也称开式锻造。其他锻造方法的坯料变形都受到模具的限制,称为闭模式锻造。成形轧制、辊锻、辗扩等的成形工具与坯料之间有相对的旋转运动,对坯料进行逐点、渐近的加压和成形,故又称为旋转锻造。
不同的锻造方法有不同的流程,其中以热模锻的工艺流程最长(见下图):①锻坯下料。②锻坯加热。③辊锻备坯。④模锻成形。⑤切边,切去模锻多余金属形成的飞边,通常在机械压力机上用切边模切去飞边。⑥中间检验,检验锻件的尺寸和表面缺陷。⑦锻件热处理,最常用的是正火,用以消除锻造应力,降低硬度,细化晶粒,改善金属切削性能。⑧清理,主要是去除表面氧化皮,常用的方法有喷砂,喷铁丸,也有用酸洗的。⑨矫正,减少锻件的弯挠、歪曲等,通常用落锤、螺旋压力机或液压机对放在矫正模膛内的锻件加压矫正。⑩检查,一般锻件要经过外观和硬度检查,重要锻件还要经过化学成分 分析 、机械性能、残余应力等检验和无损探伤。
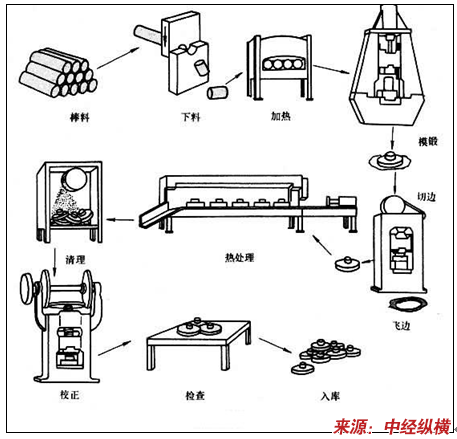
热模锻的工艺流程
第三节 国内外生产技术发展趋势 分析
锻造 行业 未来发展趋势如下:重点发展精密净形成形,发展少无切削技术;塑性加工的智能化;铸锻复合成形技术;液压成形技术;新材料精密成形工艺。
大型锻件的质量,因其关系国计民生重大关键装备,历来倍受社会生产的关注。1972年以来,我国以电站大锻件为核心连续开展质量攻关,制订技术政策,繁荣科技工作,发展了大型锻件的制造技术。
1982年到1988年引进日本15种铸锻件产品和热加工技术,加上重机 行业 的科技攻关成果,大幅度提高了大型锻件的质量。例如,采用真空处理和炉外精炼,提高了钢水的纯净度和均质性。 研究 应用了模拟技术,深化了关于锻造、热处理工艺和缺陷本质的认识,为优化工艺、开发新技术提供了科学依据。设计和推广了一些新装备,新工艺,使得大型锻件质量、品种、等级、合格率都有明显的提高,实现了600MW火电机组大锻件国产化的进程。
大型锻造质量的进步与
分析
缺陷的成因,采取对策加以预防和消除,有着密切的关系。例如,针对锻件超声波探伤不合格的缺陷,采取措施,重点提高钢水纯净度,减少非金属夹杂与有害气体含量;采用新锭型,控制浇注参数,改善钢锭纺晶结构;
研究
开发新的锻压技术,压实孔隙性缺陷,均匀组织结构;强化加热与冷却过程的控制,消除缺陷,提高超声波探伤的合格率。
大型锻造的质量、效率和技术经级水平的提高,是一个系统工程,必须在炼钢、锻造、热处理、粗加工和质量检查各环节,采取有效措施,同时注重加强管理。多年来我国大型锻件生产
行业
经过艰苦努力,使得轧辊、转子、叶轮、护环、封头、空心件、模块、曲轴等大锻件质量提高到一个新的水平。
高温、三维、动态云纹法等关键模拟技术的突破,改变了长期以来使用的传统测试方法。通过测量 分析 细观、微观及动态缺陷变化,不仅推动了大型锻件 行业 的发展,而且可直接用于航空航天等高技术领域。如用于航空航天科技的新材料在高温下的蠕变、断裂力学行为对材料发展和工程应用至关重要。通过使用高温、三维、动态云纹法,其测试难题可迎刃而解。
损伤为材料科学和力学交叉的边缘学科,目前仅从现象上对其有认识,其内在本质和规律正在探索。高温缺陷的修复是从生产实践中发现的新现象,这一现象的发现为大型锻件质量控制的 研究 开辟了一个新方向。充分利用上述规律,不仅可以减少大型锻件中的缺陷使其达到质量要求,而且可以将使用报废锻件中的缺陷修复,使其重新发挥作用,并且这些成果可拓展至其它材料加工领域,具有广阔的应用前景。
实现大型锻件控制锻造这一目标,对促进基础工业乃至整个国民经济的发展具有深远的意义。但还需对塑性加工中损伤与修复规律,锻造裂纹形成机理及判据,相变动力学、晶粒度预测,多工序、多软化机制,非稳态变形等特性进行深入 研究 ,并通过计算机数值模拟技术优化其工艺过程。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


