
第一节 发展问题
1、研发和创新能力低
由于大多数企业在创新体系的建设和运行、研发和创新的资金投入、人才开发等方面仍处于低水平,加上面向 行业 服务的科研院所走向企业化,国家已没有对 行业 共性技术 研究 的投入,从而削弱了面向 行业 进行研发的功能。因此,全 行业 “两弱两少”突出,即基础理论 研究 弱,参与国际标准制订力度弱,少原创技术,少专利产品。当前我们的设计和制造技术基本上是模仿,几十年一贯制。产品开发能力低。
2、下游市场开发力度不足
主要单体生产企业下游研发力量偏于薄弱,在相当多的应用领域,国内仍以采用国外公司提供的高端产品为主,本土企业很难涉足。这是我国大型锻件工业必须及早解决的问题。
3、市场竞争形势将加剧
加入WTO后,我国大型锻件生产企业面临来自国外知名公司的激烈挑战和竞争,反倾销措施虽然能在一定的时间内起到保护作用,但也使得外资本土化生产的意愿更加强烈,如外资集中进入,在资金、技术、成本、市场开拓等方面,国内有大型锻件工业目前仍难以直接面对外商的竞争。同时,外资还将享受的所谓“超国民待遇”的税收等优惠政策,将使得国内企业的经营环境更加恶劣。国内 行业 必须在认清事实的前提下,加强市场联合和技术攻关。
4、企业普遍缺乏核心能力
如现代化管理能力、营销能力、应变能力、组织创新和技术创新能力、信息采集处理能力等。与国外企业进入中国市场相比,我国多数定大型锻件企业极其缺乏在全球范围内配置资源和进行全球范围内营销的国际化经营能力。
第二节 制约高端产品发展瓶颈的因素
长期以来我国重主机、轻配套的发展思路,致使大型铸锻件,以及液压件、密封件等基础零件一直成为制约我国大型成套设备发展的瓶颈。这些部件看起来不大,但其经济效益比较可观,而且具有很强的战略意义。
近年来国家不断加大重大装备的国产化力度。一重、二重、太重、中信重工等大型铸锻件企业也纷纷投入巨资开展技术攻关,提升大型铸锻件尤其是核电锻件的技术水平和生产能力,目前我国已形成了大型铸锻件和反应堆压力容器制造基地。
继一重集团建成1.5万吨自由锻造水压机、二重集团研制成功1.6万吨自由锻造水压机后,上重的1.65万吨自由锻油压机和中信重工的1.85万吨油压机也在积极建设中。尤其是中信重工的1.85万吨油压机无论是规格还是技术,目前在世界范围内都是惟一的。万吨油压机等高端设备的陆续出现,势必对世界重大装备制造业产业格局产生影响。
尽管我国的装备能力已远远超过日本制钢所和法国的布鲁梭,但一些大型高端铸锻件尚未形成产能,产品技术尚不能支撑市场需求。
在核岛与超超临界百万千瓦级火电机组中,一些超大型锻件和特殊材料、特殊结构的大型电站铸锻件等依旧短缺,满足不了国内市场需求,特别是一些高质量、高要求的大型铸锻件国内目前还供应不了,比如超超临界百万千瓦、60万千瓦的挤压装置。
以千吨级以上热壁加氢反应器为代表的大型压力容器锻件,以半组合曲轴、尾轴及舵杆为代表的大型船用铸锻件,以5500毫米宽厚板轧机支承辊为代表的单重百吨级以上大型支承辊锻件及以高速钢轧辊为代表的特殊材料轧辊锻件等也亟待提高自主化制造能力。而与此同时,百万千瓦级核电机组常规岛低压整体转子锻件还依旧依赖进口。
我国一些大型铸锻件仅处于试制阶段,从制造到应用于项目上,还有一段距离。我国的核电建设已进入快速发展期,迫切的市场需求给大型铸锻件制造企业带来了很大压力。如何保证质量以及按时交货将是一个很严峻的问题。
我国重型机械制造厂基本上都有自己的大型铸锻件生产分部,致使大型铸锻件生产并未完全进入市场竞争,一些企业基本依靠其母体公司,其效能并没有完全发挥出来。三个基地的总产量还赶不上日本的一个企业。这说明产能没能很好地 规划 。
至于高端产品研制难,还是缘于成套能力不足。比如,目前的大型铸锻件还需要大吊车吊起来,这导致效率的低下。部分企业的油压机、水压机与旁边的操作机并不匹配,结果设备虽好,但却没能发挥应有的作用。
这还与以往重视程度不够、研发投入太少有关系。自上世纪八十年代以来,一些研发经费完全依靠国家投资,投资不到位研发就难以进行。
目前我国设备已经非常先进,差距还在软件上。大型铸锻件在大型火力、水力、核电、大型轴承锻件等方面的问题还没完全解决。热加工要比冷加工难得多,它还包括长久积淀的经验、工艺等那些看不到、摸不到的技术。同时还缺乏技术以及能让这些设备真正发挥出优势的人才。
第三节 应对策略
一、必须注意人才问题。人才是办好企业最根本的因素,市场竞争归根结底是人才智力的竞争,一个企业如果没有一定数量的高素质的管理人才、科技人才以及技术工作作为支持,产品上档次、技术上水平、管理科学化就会成为空话,缺乏人才企业的必然是缺少活力、缺少发展后劲、缺少市场竞争力的企业。一个有能力的领导人往往可能使一个企业起死回生;一项好的合理化建议或技术革新就可以产生很大的经济效益。
锻件 行业 是一个脏累差的 行业 ,人才的流失和不愿干带有普遍性。改革开放以来,人才的流失现象就要更加严重。在大型锻件 行业 ,改革前科技人员约占职工数的7-8%,现在已经达到这一比例了,有的企业连应付日常生产都感到困难,根本无力顾及技术进步和新产品的开发。
鉴于以上情况,各企业在引进人才和留住人才方面必须多想些办法,多做些工作。有的企业制订了科技人员享受特殊津贴和对有贡献的人员给以重奖,给新的引进的人才以安家费等等都行之有效的一些办法。
与此同时,对现有职工要不断开展专业技能的学习和训练,经常性地开展岗位标兵和技能比武活动,激发职工的学习热情,全面提高职工的整体素质。
二、扬长避短,调整产品结构,走专业化生产的道路。国内大型锻件生产企业多数附属在大型综合的重型机器厂内,其产品首先是考虑为本厂主机产品配套服务,其次才是吃饭问题,没有把专业化放在应有的位置上加以考虑。尤其是“九五”以来,大型锻件市场疲软,工厂饥不择食,产品的品种十分繁杂,生产批量小,生产效率低,工厂效益差。而国外,有一批专业化程度高、生产规模很大、效益也较好的知名企业。如日本制钢所的室兰工厂,在1991年,职工1000人左右,年产钢水15万吨,锻钢件6.5万吨,还有部分模锻件和锻件件。其产品方向主要集中在电站、石化、钢铁和造船四个主要方面。据介绍,世界各国所需的石油加氢反应器有一半以上是由日本制钢所提供的。日本住友金属公司致力于火车轮轴的生产,其年产量曾高达:火车轴18万根,车轮40万只。德国的刚特曼一派波公司专门致力于高档铸造轧辊的生产,1984年的产量就达24000吨,其中生产了世界上最大的复合铸钢支承辊,直径2.4米,成品重265吨。像这些企业占据着某些产品技术的国际制高点,在国际上占有很大的市场份额,成为世界上的知名大型企业。
我国的大型锻件生产企业,应以上述企业为借鉴,发展具有中国特色的专业化生产模式。在产品方向上,一定要扬长避短,有所为有所不为,舍掉一些劣势产品,集中力量培植自己的优势产品,先占领国内制高点,再向国际制造高点进军。例如:有的企业在船用件方面有优势,有的则在轧辊方面有优势,有的在电站产品方面有优势,有的在压力容器产品上有优势等等。当然可以有几种产品同时作为发展的重点。在企业的管理模式上应尽量扩大锻件部分的自主权,有条件的可成独立法人,最好能独立成厂,以充分调动热加工职工的积极性。
另外,在走专业化、规模化和集体化生产经营的同时,在管理上要精细操作,彻底克服过去的粗放的生产经营状况,精打细算,严格管理,产品的肥头大耳和生产过程中的“滴冒跑漏”必须加以克服。
三、加快技术改造步伐,不断提高工艺技术水平。由于企业资金困难,在由计划经济转化为市场经济的过程中,企业的技术改造步伐明显放慢了,与国外相比,我们在工艺装备方面的差距有拉大的趋势。如在炼钢方面,有的企业仍依靠平炉生产粗炼钢水,有的企业还没有钢包精炼炉或其它钢水精炼手段;在锻造方面,6000吨及以上的水压机配备锻造操作机的极少;在热处理和粗加工方面,热处理的温度控制欠精确,粗加工能力明显不适应生产进度要求。铸造方面,国外普遍采用的化学自硬砂造型在国内只有少数企业应用,铸件的精整手段不够完善,大部分只满足于铸件的清理。
工艺装备的落后,代表着工艺技术水平的落后,严重影响着产品质量、生产效率、生产消耗,影响着企业的竞争力,最终反映在企业效益上不去。所以,尽管目前企业资金比较困难,但要想办法不能放弃技术改造,技术改造一是要与时俱进,瞄着世界先进水平,二是结合生产上的实际需要和自身承受能力。
四、搞好科研,要有点技术储备。国内几家最大的重机企业和几家专业大型锻件企业,拥有国内最大最好的热加工设备,承担着国内大型关键设备的生产配套任务,部分产品还要出口到国外,在某种程度上代表着我国大型关键装备的生产技术水平,代表着国家在大型锻件制造上的水平。然而昌至今日,国内仍有一些大型成套装备配套的关键锻件件尚未生产过或不能正常生产。例如,超临界火电机组的锻件件,大型核电设备锻件件,大型船用的某些锻件件,某些特殊要求的轧辊等等。以上谈到的几家大型企业技术力量也比较强一些,有必要也有能力搞好科研,有点技术上的突破和储备,包括新产品、新材料的开发以及在工艺技术上的革新改进。机遇往往给予那些有准备的企业,一个新产品,一种新材料或者一项工艺技术上的改进,可能会给企业带来可观的经济效益。
搞好大型锻件的科研工作,不能光等国家下达计划,要根据自己的具体情况、需要和可能,每年都要有一定的资金和人力的投入。现时,结合有关大专院校和科研单位的力量,发挥各自的优势,共同为我国大型锻件的生产发展做出新贡献。
第四节 市场供需预测
一、生产规模预测
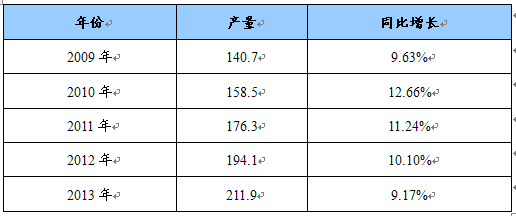
2009-2013年我国大型锻件生产规模预测表 单位:万吨
我国在2009年9月末出台了《国务院批转关于抑制产能过剩和重复建设的通知》,指出,大型锻件有产能过剩的隐忧,这对我国大型锻件生产规模的扩大起到了抑制作用,未来 行业 增长速度放缓。
二、市场需求预测
对要用万吨自由锻液压机生产大锻件的主要 行业 大锻件需求量做如下测算:
发电设备:按国家能源局透露,我国核电建设原计划到2020年总装机容量为4000万千瓦,现调整为1亿千瓦(建成6000万千瓦,在建3800万千瓦),其中扣除2008年前已建、在建的870万千瓦,在以后的12年中要新建单机容量百万千瓦级压水堆核电机组90台,平均每年8台,每台百万千瓦核电机组需大锻件约3000吨,每年总量约3万吨;火电方面,到2020年装机容量将达到15亿千瓦,在以后的12年中要增加单机容量60万~100万千瓦机组约350台(其中单机60万千瓦约占70%),按哈电、上电、东电三大集团生产能力预计,每年约需大锻件3万吨;到2020年水电安装容量要达到3亿千瓦,在以后的12年中要新增单机容量50万千瓦以上水电机组400台,每年平均生产34台,年需大锻件3万吨。
冶金设备:所需大锻件主要是新增轧机、配件及易耗品轧辊,现年需各种轧辊约40万吨。邢台轧辊公司全面技改,新增80MN自由锻液压机,年产各种轧辊15万吨(其中锻钢轧辊约5万吨)。目前大型锻造支承辊、热轧工作辊主要在一重、二重生产,年产量约2万吨,按年产5亿吨钢材,年需特大锻造支承辊约5万吨,当4台新万吨液压机投产后,大型锻造支承辊不足的问题将逐步解决。
石化设备:大锻件主要用于炼油和化工所需加氢反应器等高温高压厚壁塔器的筒体、封头,一旦煤液化技术成功,所需反应器筒体将会更多,预计年需各种厚壁筒体约5万吨。
造船:大型远洋船用大锻件主要是轴系、舵杆、低速大马力组合曲轴,到2020年大型新船需求每年约1000万载重吨,年需大锻件15万吨,其中约有30%用万吨液压机锻造,约5万吨。
其他:如重型锻压设备、矿山设备等年需大锻件5万吨。
第五节 发展趋势预测
1、 市场发展 趋势
随着国内大型锻件产业的发展,不同档次的大型锻件供求格局将发生变化,表现在低档产品将出现产能过剩、产品利润率逐步走低的局面;中高档产品特别是大型电站设备用、船用大型锻件供不应求的局面在一定时期内依然会存在。
2、消费预测
2008年我国大型锻件消费市场整体上呈增长态势,汽车、航空航天、石化冶金、造船等在2008年得到了巨大的发展,2009年虽然面临大锻件生产过剩的问题,但是下游用户整体消费量呈增长态势,主要是因为我国大型锻件 行业 消费领域为国民经济生产基础 行业 ,受金融危机影响不大,另外我国政府增加4万亿投资对大型锻件的消费也起到了促进作用。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


