
第一节 不锈钢焊管产品分类与构成 分析
一、不锈钢焊管 行业 产品分类标准
按焊缝形式分为直缝焊管和螺旋焊管。
按用途又分为一般焊管、换热器管、冷凝器管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
| 行业 | 材质 | 规格 | 应用部位 |
| 食品医药 行业 | 304,316 | φ16mm~φ80mm | 主要用于食品、制药机械设备的各种罐、釜、管线、轴类等部件 |
| 运输设备制造 | 304 | φ16mm~φ25mm、φ25mm~φ80mm | 主要用于火车、轮船的管线、厨卫设施等 |
| 制氧输氧设施、发电设施 | 304 | φ16mm~φ325mm | 主要用于制氧、输氧、发电设施管线 |
| 建筑及装饰领域 | 201,202,304 | φ16mm~φ80mm | 主要用于厨卫设施、楼梯、护栏、货架扶手、室内装饰件等 |
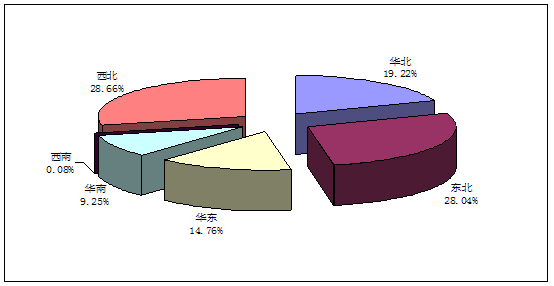
二、不锈钢焊管产品国内市场份额
不锈钢焊管产品国内市场份额
第二节 国内不锈钢焊管产品 技术工艺 应用 分析
从国产不锈钢管产品上看,钢种从单一的奥氏体钢发展到马氏体和铁素体钢、双相钢、高合金钢;产品品种有:无缝钢管包括冷拉管、冷轧管、热挤压管、离心铸造管、旋压管;焊接管包括:等离子焊、氩弧焊、埋弧焊、光速焊接和高频焊接等焊管,所能生产的不锈钢管基本上覆盖了世界各国标准的品种规格,不锈钢异型管的规格、品种也达百种以上,产品用途涉及工业、民用的众多领域。但是总体来说,目前国产不锈钢管在品种、规格、数量、质量等方面,与市场需求有一定的差距:
在不锈钢管的产品和数量方面:一般用途的普通不锈钢管的产量已与市场总体需求平衡。无缝管的生产能力大于市场需求,生产过剩;中、低档次标准的不锈钢装饰焊管市场供大于求;较高标准的工业用焊管,生产能力不足,尤其是高要求的工业用管,如电站用高压不锈钢锅炉管等基本是空白。
在不锈钢管产品的规格方面:一般用途的中小口径不锈钢管的生产能力大于市场需求;大口径、高要求的不锈钢管,市场供不应求,缺口较大,如219mm以上的特大口径不锈钢管还需要靠进口弥补不足。再如超长度的(大于15m)的超长管,国内也很少生产,基本依靠进口。
在不锈钢管的品种方面:目前国外广泛使用304L、316L等超低碳不锈钢。国产的尿素级、高精度不锈钢,其质量还较难保证;一些技术难度大、质量要求高的专用不锈钢管,如电站锅炉的热交换器管、化肥装置用尿素管、石油井管等,还主要依靠进口;一些具有良好耐腐蚀性能的双相不锈钢管,国内也很少生产,不能满足市场需求。
从不锈钢管的生产上看:近十年来,随着应用领域的迅速扩展,加上不锈钢管高附加值的吸引,生产不锈钢管材的企业从80年代时的十几家发展到目前的400多家,综合生产加工能力超过100万t,现有不锈钢无缝钢管生产企业近300家,2007年生产量50万t以上,不锈钢焊管生产线近600条,年生产能力80万t以上,大于需求。产量达5000t水平的企业很少,多数是年产2000t以下的小厂。我国工业用不锈钢焊管的产能与国内市场需求不相适应,现有的不锈钢焊管机组大部分工艺装备不配套,如缺少热处理和在线检测设备等,使机组的生产能力得不到充分发挥,普遍只能生产一般的装饰用管,而高要求的化工机械用管、热交换器用管等只有少数厂家可以生产。
第三节 国外不锈钢焊管产品 技术工艺 应用 分析
一、美国
在美国,高性能奥氏体不锈钢焊管从1973年开始在电站凝汽器最早得到应用,在1979年前基本上全部使用高性能奥氏体不锈钢焊管。高性能铁素体不锈钢焊管从1979年开始在电站凝汽器得到应用,虽然在以后几年里占的份额还不大,但增长的速度比较快。2000年以后高性能奥氏体不锈钢焊管基本上不再使用,而使用高性能铁素体不锈钢焊管,从2003年开始在实际使用累计总量方面,高性能铁素体不锈钢焊管也超过高性能奥氏体不锈钢焊管。
二、日本
不锈钢焊管的生产主要集中在日本金属工业公司、日本冶金工业公司、日本不锈钢公司、川崎钢铁公司等数十家工厂。外径为6.35~203.2mm的钢管通常采用连续辊式成型,大于203.2mm的钢管采用压力成型或三辊弯板成型法生产。
三、欧盟
意大利的Aerol公司开发设计的激光测量管径仪,适用于在线测量¢70-205mm管径之间的钢管和棒材。
瑞士的公司已经开发出激光制造焊接复合管,可以焊接碳钢、不锈钢、铝、铜、镀钛钢、镀锌钢、镀铝钢等材质的管材。
德国的T rumpf L aser techn ik Gm bH,提供的管材焊接激光源,其功率范围为从700kW到20kW之间。能够满足焊接管材和异型材的线性焊接。其激光焊机焊管时焊速最大可达28m/min,焊缝焊透深度最大可达10mm。激光切割速度可达到10m/min,最大切割板厚可达20mm,可以切割复杂形状的管材、异型材及切口和开口。
第四节 我国不锈钢焊管产品技术应用成熟度解析
我国的不锈钢焊管多数机组,工艺配套不完善,只有少数机组可以生产用于石化、化工、机械等配管领域的高档次不锈钢焊管,大多数还只能生产普通装饰用管。一般生产机组只有主机缺少焊缝处理及热处理工艺及检测工序。成型一般均采用辊式成型,焊接采用钨极氩气保护焊,等离子焊或高频焊接等方式。
第五节 不锈钢焊管产品 技术工艺 与市场应用关系 分析
我国的不锈钢焊管生产机组主要分布在沿海发达的地区,以广东省的机组数量最多,合资厂的数量较多。目前,我国有这类不锈钢焊管机组其中70%以上用作装饰管,只有不到30%用作化工、机械、仪表、热交热器用管及管道配管等。可以生产不锈钢焊管管径Φ0.35~620mm,壁厚0.1~12mm。不锈钢焊管广泛用于医疗、食品、卫生、机械、仪表、电器、化工、石油、化肥、制药、军工、装饰、汽车等各个领域,使用前景非常广阔。
第六节 不同类型生产工艺优缺点比较
目前,工业上应用于不锈钢焊管连续焊接方法主要有:TIG(钨极氩弧焊)、高频感应焊、等离子弧焊和激光焊接等。几种焊接方法具有各自的特点。
1、高频感应焊接
高频感应焊用于碳钢焊菅的生产已有40多年的历史.但用于焊接不锈钢管则是较新的技术。高频感应焊与其它几种焊接方法相比,需要有较大的电源功率,所用焊机的平均输出功率为l50—450kw。另一方面,根据管子的不同材质、外径、壁厚,它却能较易达到很高焊速,有的甚至超过l00m/min,这个速度是使用TIG焊接所能达到的最高速度的l0倍上。目前,高频感应焊可焊接任何类型的奥氏体不锈钢.同时也成功地焊接了铁素体不锈钢AISI409等钢种。
近年来,高额不锈钢焊管的市场在不断增加。例如,建筑设计人员和用户已习惯于用不锈钢焊管代替碳钢焊管,既不影响使用性能.又能增加装饰作用。同时.新型汽车排气管消声器必须使用铁素体不锈钢焊管。车体加强梁、座位支撑和发动机零件,有时用奥氏体不锈钢制造。
但是,高频焊不锈钢管一时仍不能为化工、食品和棱工业所接受。其主要原因是由于焊接内毛刺的存在。使用TIG和激光焊接,由于较低的生产速度,焊接内毛刺易于滚压平整。在高速生产条件下,铁素体不锈钢焊管内毛刺的清除相对容易些.奥氏体不锈钢焊管毛刺清除,尤其是内毛刺的清除则困难得多。这类焊管残余内毛刺对装饰、家具、机械结构管则不存在任何问题,但对食品和石化工业则是不能接受的。因此.十分有必要发展内毛刺清除装置。不仅如此,不论是TIG焊、激光焊或高频焊接,应用于该领域的不锈钢管,必须在惰性气体保护气氛下进行退火。另外,为了均匀焊缝组织和进一步提高焊缝耐蚀性,有时还必须进行固溶处理。
2、TIG焊接
尽管TIG焊接不锈钢管工艺复杂,要求高,而且每公斤TIG不锈钢管的能源成本是相同HF焊管的6倍以上,但由于TIG管焊缝质量高,在核工业、化工及食品工业仍具有不可替代的作用。
对于壁厚大于2mm的不锈钢焊管,采用单焊炬TIG,由于能量密度不足,难以提高焊速。1975年德国首称提出采用多焊炬(TIG)梧焊踺方向直线排列,形成长型热流分布,可明显提高焊速。
TIG焊接与HF焊接(高频感应焊)生产线对比
| 项目 | 内容 | |||
| 被焊材料 | 奥氏体不锈钢AISI304 | |||
| TIG焊机 | 3/4焊恒,总功率15/20千瓦 | |||
| HF(高翱)捍机 | 250千瓦 | |||
| 焊机功率利用率 | 60% | |||
| 生产线利用系数 | 80% | |||
| 外径/壁厚{mm) | TIG焊速(m/min) | TIG生产率(kg/h) | HF焊速(m/min) | TIG生产率(kg/h) |
| 50.8×1.5 | 4.5 | 402 | 125.4 | 11215 |
| 50.8×3.0 | 1.8 | 312 | 69.6 | 12070 |
| 76.1×1.5 | 4.5 | 609 | 112.2 | 15184 |
| 76.1×3.0 | 1.8 | 477 | 60 | 15913 |
| 114.3×3.0 | 1.8 | 727 | 50.4 | 20352 |
| 114.3×4.0 | 1.2 | 640 | 36.6 | 19529 |
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


