
第一节 绝缘板生产工艺流程 分析
层压成型工艺特点:基本工艺过程包括叠料、进料、热压、出料等过程,热压中又分预热、保温、升温、恒温、冷却等五个阶段。该工艺虽然比较简单,但何如控制制品的质量是个较复杂的问题,因此工艺操作上的要求是严格的。此法的不足是只能生产板状材料,而且规格受压机热扳尺寸所限,不可能生产大于热板的制品。
1、叠料
叠料时首先对所用附胶材料进行选择,选用的附胶材料应是浸渍均匀、无杂质。树脂含量符合要求,而且树脂的固化程度也应达到规定的范围。接着是剪裁与叠层,即将附胶底材按制品的预定尺寸(长度均比制品要求的尺寸大出70、80毫米),裁成片并按预定的方向叠成板坯。制品的厚度初看是决定于板坯所用附胶材料的张数,但是由于附胶材料质量的变化,往往不容易准确。因此一般采用张数和重量相结合的方法来确定制品的厚度。
将附胶材料叠成片时,其排列方向可按同一方向排列,也可以按互相垂直排列。用前一种排列方向,制品性能各向异性,用后一种排列,制品性能各向同性。
叠好的板坯应按下列顺序集合成压制单元:金属板-衬纸(约50-100张)-单面钢板-板坯-双面钢板-板坯-双面钢板-板坯-单面钢板-衬纸-金屑板。
金属板为普通钢板,也有用合金铝板的,但表面应力求平整、光滑。
2、进料
将将装好的叠合本单元分层推入多层压机的热板中去,再检查一下扳坯在热板中的位置是否合适,然后闭合压机,开始升温升压进行压制。
3、热压
开始热压时,温度与压力均不宜太高,否则树脂易流失,在压制玻璃布层压板时有时会出现滑缸现象。压制时,聚集在板坯边缘的树脂如已不能被拉成丝,即可按照工艺参数要求提高温度与压力。温度和压力是根据树脂的特性用实验方法确定的,压制温度控制一般分为五个阶段。
1)预热阶段
温度是指从室温到固化反应开始的温度。预热阶段中,树脂发生熔化,并进一步浸透底材,同时还排除了一部分挥发物。施加的压力为全压的1/3-1/2。
2)保温阶段
使树脂在较低的反应速度下进行固化反应,直到板坯边缘流出的树脂不能拉成丝时为止。
3)升温阶段
这一阶段是自固化开始的温度升到压制规定的最高温度,升温不宜太快,否则会使固化反应速度加快而引起成品分层或产生裂纹。
4)恒温阶段
当温度升到规定的最高值后保持恒定的阶段。这一阶段的作用是保证树脂充分固化,而使制品性能达到最佳值。保温时间取决于树脂的类型、品种和制品的厚度。
5)冷却阶段
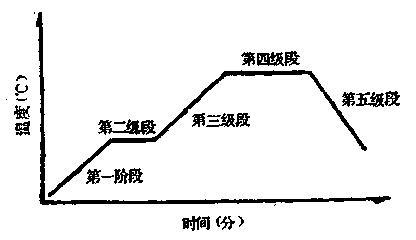
即当板坯中树脂已充分固化后进行降温准备脱模的阶段。降温可以在热板中通冷却水,也可以自然冷却。降温冷却应在保持压力的情况下直到冷却完毕。五个阶段中温度与时间的变化馅况如下图所示:
热压工艺五个阶段升温曲线
4、产品取出
当压制好的板材温度已降到60℃时,即可依次推出压制单元,并取出产品。
5、加工
加工的目的是去除压制板材的毛边。一般在3毫米以下的板材用剪裁机,大于3毫米以上的板材用锯扳机进行。
6、热处理
热处理是使树脂充分固化的补加措施,目的是提高制品的力学强度、预热性和电性能。热处理的温度应根据树脂的类型不同而异。
第二节 国外绝缘板生产工艺发展阶段比较
国外生产绝缘板的历史较早。而且国外企业一般更愿意投资于相关产品研发,所以国外绝缘板的生产设备和生产工艺都更为先进。
第三节 我国绝缘板生产工艺创新历程与途径
以前,我国绝缘板生产工艺的创新主要是通过国外引进的方式来完成。近几年,随着我国企业经济实力的增强,以及我国科研人才队伍的壮大,通过企业自行研发或与科研院所合作研发也成为我国绝缘板生产工艺创新的重要途径之一。
第四节 国内绝缘板生产设备简介
1、热压机
热压机是简称,全称是液压(站)热加温压力机,是加工胶粘物件速成的设备。如木夹板或木板的胶粘合,经液压系统加压使2块或多块板之间胶粘合部紧密接合,再经层与层之间热源高温传热,胶水很快凝固产品成形。热源较常用的有电热、循环油热、高频发热等。常见的有:转盘式热压机,贴盘热压机,脉冲热压机。
2、上胶机
上胶机区别于手动上胶工艺,具有以下优点:省胶、环保,不会造成浪费;防卷入装置,防止手部、工作物被卷入蓄胶槽、滚轮内;上胶厚度、宽度、速度可根据客户要求自行调整;胶均匀、不滴胶、不漏胶、断胶迅速整齐;内置时间控制装置,准确自动断胶。
按照用途不同,上胶机一般又分为拉链上胶机,自动上纸上糊机,密封式强力上胶机,白胶上糊机/涂布机,强力胶上胶机,树脂上糊机,黄胶上胶机、涂布机,热溶胶水机等十多种。国内通过的规格是电压220V。
3、立式浸渍干燥机
立式浸渍干燥机的干燥筒一般高为12m,内有蒸汽加热管,从底部送入热空气,上部排出,空气速度不小于4m/s,浸胶布在干燥筒中的通过时间约为2~3.5min(厚布时间长于较薄的布)。
4、剪裁机
第五节 国内绝缘板生产设备应用现状
热压机是人造板生产线中最重要的设备.它既是整个生产线产量设计的基点,也对人造板产品质量起决定性作用.热压工序一旦有误,其损失将无法挽回和弥补.上世纪70年代,世界热压机主要制造商大多通过增加热压机层数,扩大热压机幅面或两者兼而用之来扩大生产能力。
第六节 我国绝缘板生产设备技术研发动态
层压板制造的关键设备之一的浸胶机,目前已向高效率、多品种、低能耗、高质量、有溶剂回收装置等方向发展。
免责申明:本文仅为中经纵横
市场
研究
观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


