
第一节 上游 行业 发展状况 分析
塑料制品
行业
总产值月度完成情况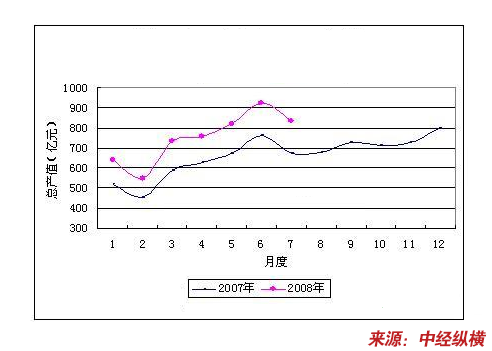
中国塑料模具制造水平已有较大提高。大型塑料模具已能生产单套重量达到50t以上的注塑模,精密塑料模具的精度已达到2μm,制件精度很高的小模数齿轮模具及达到高光学要求的车灯模具等也已能生产,多腔塑料模具已能生产一模7800腔的塑封模,高速模具方面已能生产挤出速度达6m/min以上的高速塑料异型材挤出模具及主型材双腔共挤、双色共挤、软硬共挤、后共挤、再生料共挤出和低发泡钢塑共挤等各种模具。在生产手段上,模具企业设备数控化率已有较大提高,CAD/CAE/CAM技术的应用面已大为扩展,高速加工及RP/RT等先进技术的采用已越来越多,模具标准件使用覆盖率及模具商品化率都有较大幅度的提高,热流道模具的比例也有较大提高。另外,三资企业的蓬勃发展进一步促进了塑料模具设计制造水平及企业管理水平的提高,有些企业已实现信息化管理和全数字化无图制造。
经过近几年的发展,塑料模具的开发、创新和企业管理等方面已显示出一些新的发展趋势:
(1)在模具的质量、交货周期、价格、服务四要素中,已有越来越多的用户将交货周期放在首位。要求模具公司尽快交货,这已成为一种趋势。企业千方百计提高自己的适应能力、提高技术水准、提高装备水平、提高管理水平及提高效率等都是缩短模具生产周期的有效手段。
(2)大力提高开发能力,将开发工作尽量往前推,直至介入到模具用户的产品开发中去,甚至在尚无明确用户对象之前进行开发,变被动为主动。目前,电视机和显示器外壳、空调器外壳、摩托车塑件等已采用这种方法,手机和电话机模具开发也已开始尝试。这种做法打破了长期以来模具厂只能等有了合同,才能根据用户要求进行模具设计的被动局面。
(3)随着模具企业设计和加工水平的提高,模具的制造正在从过去主要依靠钳工的技艺转变为主要依靠技术。这不仅是生产手段的转变,也是生产方式的转变和观念的上升。这一趋势使得模具的标准化程度不断提高,模具精度越来越高,生产周期越来越短,钳工比例越来越低,最终促进了模具工业整体水平不断提高。中国模具 行业 目前已有10多个国家级高新技术企业,约200个省市级高新技术企业。
与此趋势相适应,生产模具的主要骨干力量从技艺型人才逐渐转变为技术型人才是必然要求。当然,目前及相当长一段时间内,技艺型人才仍十分重要,因为模具毕竟难以完全摆脱对技艺的依靠。
(4)模具企业及其模具生产正在向信息化迅速发展。在信息社会中,作为一个高水平的现代模具企业,单单只是CAD/CAM的应用已远远不够。目前许多企业已经采用了CAE、CAT、PDM、CAPP、KBE、KBS、RE、CIMS、ERP等技术及其它先进制造技术和虚拟网络技术等,这些都是信息化的表现。向信息化方向发展这一趋向已成为 行业 共识。
(5)随着人类社会的不断进步,模具必然会向更广泛的领域和更高水平发展。现在,能把握机遇、开拓市场,不断发现新的增长点的模具企业和能生产高技术含量模具企业的业务很是红火,利润水平和职工收入都很好。因此,模具企业应把握这个趋向,不断提高综合素质和国际竞争力。
(6)发达工业国家的模具正加速向中国转移,其表现方式为:一是迁厂,二是投资,三是采购。中国的模具企业应抓住机遇,借用并学习国外先进技术,加快自己的发展步伐。
第二节 下游产业发展情况 分析
我国建筑产业的“十一五”发展需求对投资建设的拉动潜力尚未完全释放,2007年的高位运行将在2008年初保持一定的增长惯性,所以预计2008年建筑业仍将高位运行。但受固定资产投资增速略有回落影响,建筑业产值和利润增速亦将略有回落,一如2007年数据所显示相同规律:受房价高位运行和城市化带来的需求拉动,房地产开发投资仍将高速增长;对工业利润率的高企望使得工业投资意愿和能力依然强劲。因政府对新开工项目控制和信贷紧缩政策实施,固定资产投资增速将略有回调、但仍将维持23%左右增速;资金来源中贷款比例下降将相对降低信贷政策调控力度。
在整体态势仍旧看好的情况下,专家提醒我们看到另一组统计数据显示出的信息:2007年1-10月,东部固定资产投资增速为22.2%,低于中部36.1%和西部30.5%,东部地区固定资产规模最大的格局被打破。一直以来,因固定资产投资呈东中西梯级分布,国内建筑业总产值亦呈现相同梯级分布规律,“十一五”以来固投总量虽仍呈东中西梯度分布格局,但中西部地区的增速在不断提高。这意味着,那些业务区域分布广泛的建筑企业可享受不同区域增长、避免单一区域风险,成功向新增长区域延伸的企业2008年的前景将更值得期待,其未来的成长性更有保障。
1、长三角:长远利好
作为中国综合实力最强的经济中心,长三角因为拥有世界级城市群和全球重要的先进制造业而拥有长远而强劲的建设需求。长期看好的是苏浙两省。江浙两省在“十一五”期间建设城市集群,因而其交通运输上的投资将会加大。
2006年江苏固定资产投资首次超过1万亿元,“十一五”期间投资增速将保持在11—14%。该省的“三大都市圈”(苏锡常都市圈,南京都市圈,徐州都市圈)计划带动了其在交通建设上投资力度:新建城际轨道450公里,城市轻轨100公里左右。浙江省的“十一五”生产总值年均增长预期是9%左右,到2010年达到2万亿元;固定资产投资预期年均增长11%,五年投资总规模接近5万亿元,重大建设项目计划投资约7560亿元;包括加快区域中心城市和城市群建设,全面形成“两纵三横”综合运输网络,建成三线一枢纽(沪杭磁浮、杭甬客运专线、宁杭城际铁路、杭州东站枢纽)。
这一轮投资热浪辐射的城市不仅包括像南京、杭州这样的省会城市,还有无锡、苏州、徐州、宁波、温州这样的热门中小城市。
2、环渤海:环住“新高”
随着国务院对天津滨海新区成为全国综合配套改革试验区的批准,滨海新区日益成为投资热点的代名词。2007年前三季度,滨海新区完成生产总值1721.47亿元,同比增长20.1%;固定资产投资770.02亿元,同比增长34.1%。
当前滨海新区正在 规划 构建“一轴、一带、三城区”的城市空间结构。“一轴”即沿海河和京津塘高速公路的城市发展主轴;“一带”既东部滨海城市发展带;“三城区”即滨海新区核心区、汉沽新城和大港新城。 规划 建设“三横三纵”发达的干线道路网。“三横”为津汉快速路、京港快速路和津滨大道,“三纵”为海滨大道、中央大道、西中环及延长线快速路。
《北京“十一五”期固定资产投资与重大项目 规划 》明确的300个项目, 规划 总投资约8100亿元;其中,2008年以后预计完成3400亿元。
值得一提的是,青岛作为环渤海的重点城市在“十一五”期间也都有15%以上的固定资产投资年均增长预期,青岛在城市轨道交通网络建设上都有相当大的投资 规划 。
3、泛珠三角:前景广阔
泛珠三角地区的经济重镇广州,为迎接2010年亚运会,“十一五”间将投入超过2000亿元资金加强城市基础设施建设,到2010年广州将建成的地铁线路有8条,255公里。到2010年,广州城市建设用地面积为549平方公里,继北京(770平方公里)、上海(600多平方公里)之后,成为国内建设用地第三大城市。
相对于传统意义上珠三角地区的热门地区福建和海南,泛珠三角地区的热门地区增加了江西、湖南、广西和四川。四个省份“十一五”期间固定资产投资年均增长都在13%以上,尤其值得一提的是四川省,计划在“十一五”期间打造以成都市为中心,逐步建成西部最强最大的经济密集区和人口密集区,其“成都平原城市群”的构建依赖于大量城市化设施的建设,需求庞大,机遇看好。
4、中西部:持续走高
2008年中西部投资将仍可能出现高速增长。据了解,作为西部龙头的重庆,新任重庆市委书记薄熙来在该市2008年经济工作会上已明确,要构筑西部领先的经济地位,构筑具有足够优势的基础设施,以及能为未来的GDP提供持续动力的工业基础。在基础设施方面,重庆今后5年将再建1000公里铁路;航空方面要开建第二条跑道,目前共4条跑道的机场拓展计划已经获批,这是国内目前已经 规划 的单个机场中做得最大的;水路方面重庆则坐拥长江黄金水道,并正在建设我国内河最大的港口寸滩港。2008年,中部崛起政策将进入全面实施阶段,中部地区投资有望继续保持领先增长。比如,根据交通部联合中部6省交通主管部门编制出《促进中部地区崛起公路水路交通发展 规划 纲要》,到2020年,中部地区铁路建设总规模将达4500亿元左右,新建铁路6500公里,“十一五”期间,中部6省省会城市机场将全部进行改扩建。因而,专家估计,2008年的中西部建筑市场将会持续走高。
第三节 产品技术发展现状
塑壳开关型号及技术指标
第四节 产品工艺特点或流程
塑壳开关生产流程示意图
第五节 国内外技术未来发展趋势 分析
1、新型双断点触头系统
双断点触头系统增加了一个断点,加强了弧的近阴极效应,具有较高的电弧电压,可提高短路分断能力。该系统在机械结构上避免了软连接或可转动的导电连接,提高了机械和电气可靠性,在新一代塑壳断路器中得到了广泛的应用。
2、动触头卡住机构
塑壳塑壳开关一般采用限流分断原理,利用短路电流流过触点产生的电动力使触头迅速斥开,引入电弧,限制短路电流上升。为防止交流电流过零时触头重新闭合,有的塑壳开关专门设计了触头斥开的卡住机构,使触头斥开后卡在斥开位置,待操作机构动作后才使卡住机构解锁。采用触头卡住机构再配合快速动作的操作机构,可使塑壳开关的分断速度控制在几毫秒内,大大提高了分断速度。
3、封闭式触头灭弧系统
新一代塑壳开关的触头灭弧系统基本采用封闭式设计结构,将动、静触头和灭弧室一起用耐弧的塑料材料封闭,形成一个封闭式的结构。
4、电子脱扣器的应用
电子脱扣器是微电子、计算机和通信技术的结合,具有传统热磁脱扣器不可比拟的优势。例如:脱扣特性稳定,不受环境温度及气候的影响脱扣电流和时间的精度较高;整定电流可调,并可设置不同的特性曲线以适应各种负载保护的要求;电子脱扣器可以派生通信功能,实现网络化控制,还可派生区域联锁、电量监控及电能 分析 等辅助功能。各公司的新一代塑壳开关均可安装电子脱扣器,并逐渐向160A及以下的小容量额定电流壳架发展。
5、可通信塑壳塑壳开关
采用电子脱扣器的新一代塑壳塑壳开关均可派生通信功能,实现网络控制。通信一般采用分开的通信适配器(或称数据管理接12I)与通信系统连接。
6、模块化结构设计
新一代塑壳塑壳开关的结构普遍采用模块化设计,除上文所述的封闭式触头系统外,过电流脱扣器也普遍采用模块化设计。热磁式脱扣器或电子式脱扣器均设计了可更换的脱扣器模块,不打开盖子就可方便地更换脱扣器,以适应各种用户的需要、降低制造成本。
7、附件的扩展和标准化
新一代塑壳塑壳开关提供了丰富的内部和外部附件。内部附件均采用盒式结构,用户不需打开盖子就可更换内部附件,安装方便、灵活、安全。
8、采用环保材料
塑壳塑壳开关在设计、制造直至使用的整个过程中充分考虑了对环境的保护,防止有毒、有害物质对环境造成污染。塑壳开关的外壳和触头等材料普遍采用可回收的环保材料(如外壳普遍采用无卤阻燃热塑性材料,触头采用不含金属镉的银基合金材料等)。为了方便资源的再生利用,对壳体等较大的塑料零件用模压的标记标明材料的类型(如PC、PA等),以便回收时对材料进行分类和再生利用。除外露的导电零件仍采用电镀被覆层外,其他内部导电零件一般尽可能采用裸铜,以减少电镀对环境的污染。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


