
第一节 中国开关插座产业发展环境(PEST)
一、经济环境 分析
2005-2010年我国GDP增长变化情况
单位:亿元,%
2005-2009年我国CPI指数同比增长变化情况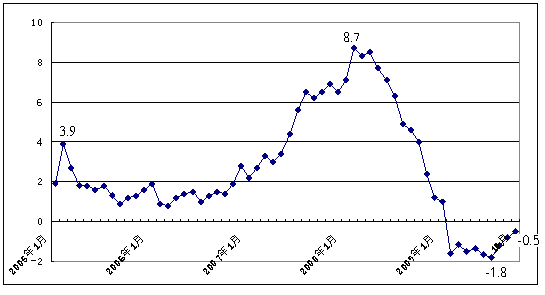
二、政策、法规、标准
1、宏观政策
在中国经济率先复苏的背景下,宏观调控政策备受各界关注。中央经济工作会议明确提出,2010年要保持宏观经济政策的连续性和稳定性,继续实施积极的财政政策和适度宽松的货币政策,同时根据新形势新情况着力提高政策的针对性和灵活性。尽管措辞基调未变,但政策的内涵和实施的重点或将发生微妙变化,“针对性和灵活性”将可能成为未来政策调控的关键词。
一个宽松的政策环境对开关插座的创新和市场拓展都有一定的积极促进作用。另外,“积极的财政政策”对我国开关插座 行业 的出口贸易也有益处。
2、相关标准
1)电源插座设置数量的规定
(1)国家标准《住宅设计规范》(GB 50096-1999)第6.5.4条规定,电源插座的数量应不少于下表的规定;
电源插座的设计数量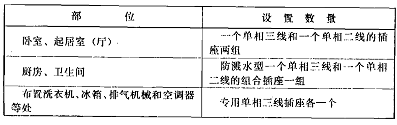
(2)小康住宅是由建设部在各大城市指导建设,面向21世纪的大众住宅,其定位标准是“科技先导,适度超前”。这将是中国住宅产业未来发展的方 向。很显然,国家标准“住宅设计规范”中的电源插座数量偏少,参照国内外住宅电源插座设置数量标准,根据使用和超前发展的要求,建议住宅内电源插座的设置数量应不少于表6的要求。
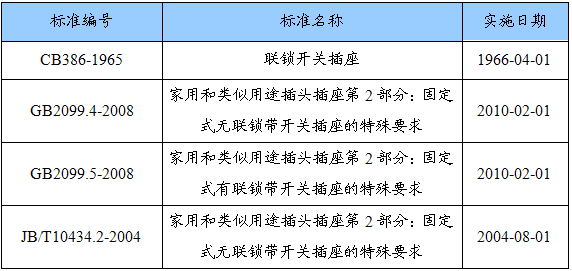
2)开关插座相关标准
三、社会环境
社会环境是指组织所在社会中成员的民族特征、文化传统、价值观念、宗教信仰、教育水平以及风俗习惯等因素。构成社会环境的要素包括人口规模、年龄结构、种族结构、收入分布、消费结构和水平、人口流动性等。其中人口规模直接影响着一个国家或地区市场的容量,年龄结构则决定消费品的种类及推广方式。
目前,我国比较突出的社会问题有就业形势和过大的收入差距上。
从就业方面来看,我国经济增长对就业的拉动作用逐年减弱。GDP增长的就业弹性从1980年~1989年期间的0.323降低到2004年0.1左右。我国目前的经济增长是“非就业的经济增长”。而由于劳动适龄人口的大量增加(20世纪70年代、80年代生育高峰时期出生的人,目前正好进入就业年龄),以及城市化带来的大量农业居民转化为城市居民和国有、集体企业大量富余人员下岗。
另外,受到金融危机的影响,就业形势更加严峻。2009年中国的就业形势将比往年要严峻得多。随着全球金融危机的愈演愈烈,不少企业的招聘计划被冻结或缩水,对原本就面临巨大就业压力的大学生无疑是雪上加霜。
从我国的实践来看,随着我国工业化水平的逐步提高,从上个世纪90年代以来,我国的收入差距(包括城乡收入差距、地区收入差距和个人收入差距)呈现出不断扩大的趋势。2009年我国城乡居民收入比已经达到3.33∶1,再考虑城市居民还享有公费医疗、失业保险、住房补贴、养老金等社会保障方面的非货币收入因素,中国的城乡收入差距可能高达5倍~6倍,是世界最高的。虽然国家从20世纪90年代末开始采取或强化了一些措施(如减轻农民负担、逐步取消农业税、实施西部大开发战略、加强收入调节等)抑制收入差距扩大,但成效并不显著,收入差距已经成为影响我国经济发展的重要因素。
据 分析 ,在目前我国经济发展阶段和经济条件下,如果不采取有效措施,“十二五”期间我国的城乡收入差距和地区收入差距继续扩大的趋势将难以避免,这将对我国的经济发展和社会稳定产生非常不利的影响。
四、技术环境
我国良好的政策环境和相对平稳的宏观经济形势为开关插座技术创新和推广应用提供了优越的市场机会和发展空间。开关插座技术已经发展到比较成熟的水平。虽然我国开关插座生产技术水平与发达国家还有一定的差距,但随着我国经济的发展和社会的进步,以及电气设备的快速发展,国内众多企业实现工艺技术升级的需求进一步增强,我国的开关插座将在设计、技术、材料、工艺上都有改进和提高的空间。
第二节 开关插座生产工艺 分析
1、开关插座接线柱工艺流程
冲压→攻牙→电镀
需要设备:连续冲压模具(自动模具);普通冲床;自动送料装置;一台专用的接线柱攻牙机。
2、插座面板热流道注塑模设计
1)产品结构工艺性
插座面板产品结构图下图所示。该产品为一专用插座的面板,其材料为PC塑料,颜色为乳白色。PC料的学名为聚碳酸酯,是一种常用的热塑性工程塑料,具有良好的力学性能,冲击强度优异,尺寸稳定性好。PC塑料在200~220℃呈溶融状态,熔融温度高、熔体粘度大,因而在成型时熔体的流动差,其溢料值为0.06mm。一般在高料温、高压力和较高的模温下快速成型。
插座产品结构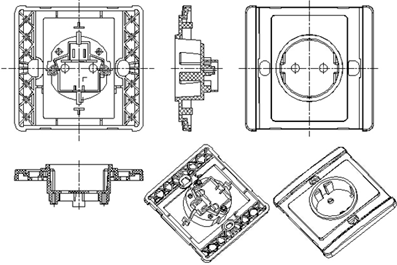
从产品结构图中可以看出,在产品的底面有很多筋位,无论浇口选择在产品顶部的中心进料,还是以侧口的形式从产品的边缘进料,在注射成型过程中的流动阻力都比较大,因此需要有较高的料温和较大的注射压力。产品结构和原料两者都要求高料温、高压力来满足成型工艺的要求,因而采用热流道浇注系统的结构可以解决这一问题。
2)模具结构设计及其工作过程
根据产品生产批量大的要求,模具采用一定的结构形式,采用了从产品顶部中心进料的热流道板的浇注系统结构。这种结构不仅使产品浇口处的痕迹较小,从而使产品获得良好的外观质量,而且还可实现自动化生产控制过程。模具结构装配图下图所示。
插座模具结构装配图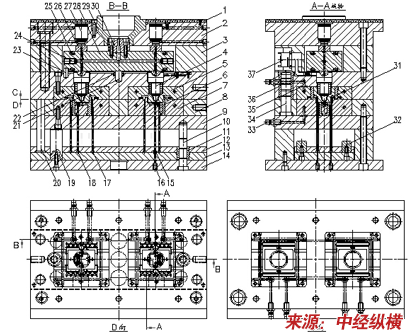
1 隔热板 2定模座板 3 支撑块 4 热嘴 5 定模型腔镶块 6 动模型芯镶件 7动模型芯镶块 8 动模板 9动模垫板 10 顶板导柱 11 顶板导套 12顶杆固定板 13 顶杆垫板 14 动模座板 15 顶管 16 平端紧定螺钉 17、18顶杆 19支承柱 20 复位杆 21热流道板定位销 22热流道板定位垫圈 23热流道板支承圆柱销24 热流道堵头 25 成型加热管 26 针阀导套 27 针阀气缸 28 热流道板29 模具定位圈 30 浇口套31定模型芯镶件32 限位块 33 水嘴 34 导柱 35 密封圈 36 导套 37 接线盒
1)模具的结构设计
对于1模2腔的模具结构,热流道需采用热流道板的结构形式。下图所示为热流道板结构。在热流道板上,加热的方式是采用上下两层整体式加热管进行加热控制的。为了在成型后控制熔体于开模状态下不流失,模具上采用了SINO针阀式热流道控制系统,其热嘴的型号为:SIM-18-VV-075。为了控制热流道板上的温度,使其不能超过塑料的分解温度,在热流道板上和热嘴中均安装热电偶,通过温度控制系统实现温度的自动控制,保证热流道板中的塑料在成型过程中始终保持熔融状态,同时又不要在过热的情况下发生碳化和分解。
热流道板结构图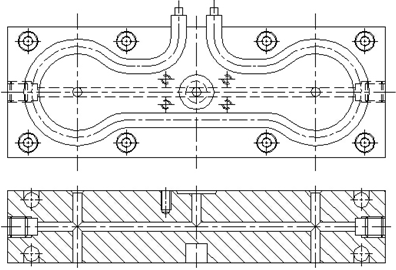
采用热流道板后,模具在浇注系统中的压力损失小,注射过程所占有的时间极少,浇注系又不用冷却,所以成型周期所占有的时间主要消耗在对塑料制件的冷却上。为了使模具在注射后将制件快速冷却到塑料的玻璃态温度之下,使制件具有足够的强度被推杆和推管顶出脱模,模具在定模型腔镶块和动模型芯镶块内设置了冷却循环水道,以达到有效地控制模具温度在所需要的温度范围的目的。
为了在充模过程中排出型腔内的气体,在分型面上于型腔周边开设了排气槽。排气槽的宽度为10mm左右,深度小于或等于PC塑料的溢料值0.06mm。
2)模具的工作过程
模具安装到卧式注射机上,连接电加热和温度控制电源,连接冷却循环水道。注射前先对模具的热流道板加热到合适的温度,然后调整好注射成型的相关工艺参数,再进行注射成型过程。注射时,热流道板上的针阀控制系统要处于开启位置。注射后,通过气动控制系统使针阀处于关闭状态,以防熔体在模具开模后流出模外。模具开模后由顶杆和顶管组成的脱模机构从动模型芯上推出塑件,合模时动模前移,由复位杆使顶出机构复位,完成一个注射成型周期。
为了保证注射成型质量,一定要控制好热流道板的温度和模具的温度,否则热流道板的温度过高会导致塑料熔体产生分解,影响塑件的质量。
总结:模具的浇注系统采用了热流道板后,从很大程度上改善PC料的流动性,减小了注射成型所需要的注射压力,保证了产品的质量。此外还缩短了成型周期,节约了大量的塑料原料,减少了再生料,而且完全实现了自动化生产控制过程。尽管模具的成本在一次性投资中较高,但随着产品批量的增大,模具的综合效益越来越显示出明显的优势。尤其对具有较高的精度要求的产品在质量上有很大的提高。
第三节 开关插座产业发展特征
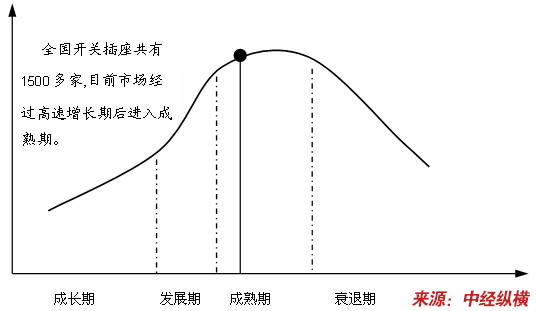
一、周期性特征
我国开关插座产业生命周期
分析
二、区域性分布
中国的开关插座自上世纪80年代中期由奇胜、松下引进以来,历经分化组合,目前已形成广东、江浙、北京三大生产基地,高中低档次,120、86、118、明装四种款式。
三、产业链 研究
开关插座产业链简图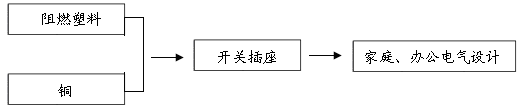
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


