
第一节 国内外企业对比 分析
国外的输液生产企业数量相对较少,生产规模大,集中在少数几个优势企业。如在美国,百特公司垄断了全美80%的输液市场,麦高公司和阿波特公司占20%左右;在欧洲,大输液市场基本上被费森尤斯、贝朗、百特克林泰克和法玛西亚四大公司占领;在日本,大冢公司占有50%左右的市场份额。国外输液企业可以生产约200个品种,产品以非玻瓶输液为主要形式。目前,氨基酸、电解质、糖类输液的品种正在向系列化方向发展;而治疗型输液剂品种发展很快,已超过170种。输液产品包装多样化,玻璃瓶、塑瓶、非PVC复合膜并存,其中非PVC复合膜的比例在逐渐增加,是今后的发展方向。
大输液
行业
国内外特点比较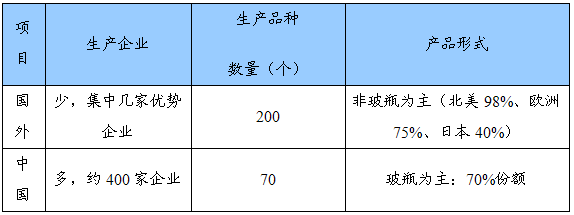
第二节 世界大输液的发展特点
1、市场集中化
大输液是一种科技含量比较低的 行业 ,适合企业进行大规模生产。在发达国家中,大输液生产集中的现象十分明显。据有关统计资料显示,世界发达国家人均使用输液量每人每年达3.33瓶,但输液企业数量少,生产规模大。在美国,百特公司占有输液市场的80%,麦高公司和阿波特公司占20%左右。欧洲大输液市场基本上被费森尤斯、贝朗、百特克林泰克和法玛西亚4大公司占领。在日本,大冢公司占有最大的市场份额。
2、产品特色化
世界大型医药公司的产品结构各具特色。这些企业品规齐全品种系列化。在电解质输液剂、营养输液剂、治疗用氨基酸输液剂、血浆代用液、透析液、脑循环改善剂、治疗药输液剂这7大剂型中,国外发达国家的各种输液品规多达825种。
3、包装材料多样化
大输液的包装材料呈现多样化局面,包括玻璃瓶、塑料瓶、PVC复合膜及非PVC复合膜等,其中以非PVC复合膜为世界输液包装材料发展的趋势。在当今国际普通输液市场上,PVC软袋占26%。非PVC软袋占10%,玻璃瓶占35%,半硬瓶占4%,塑料瓶占25%。在不同国家和地区间输液包装材料比例也各不相同。在发达国家美国和加拿大,PVC软袋包装所占比例最高,占79%,而玻璃瓶所占的比例则在所有国家中居于最低水平;南美的大输液则主要采用塑料瓶(PP或PE)材质,所占比例为78%;在亚洲和澳大利亚等国家中,则主要以玻璃瓶为主.上述情况的出现,一方面与各种产品的价格、居民的消费水平、消费意识有关,另一方面也反映了包装材料的采用与各国的技术水平、经济状况有很大的关联性。
4、竞争激烈化
输液是一种通过静脉直接给药的方式,与其他给药方式相比,具有直接、持续和可混合给药等特点。虽然输液的临床应用量都很大而且稳定,但由于目前市场上的大输液产品的技术含量还不高,因此,无论是发达国家还是发展中国家,抢占输液市场之战将异常激烈。
第三节 当前 行业 存在的问题
目前从 行业 来说,大输液的盈利状况普遍不好,企业困难很大:
(1)据国家食品药品监督管理局网站的数据统计显示,我国目前有389家输液生产企业,但大部分企业规模小而散,特大型的企业尚未形成规模经济体。
(2)我国输液产量虽大,利润率却普遍偏薄,利润率连年下降。除市场零售价被国家政策控制得很低外,更严重的是出厂价显著偏离正常轨道,最低限度的利润没有合理地留给生产企业。生产一瓶输液的利润不如生产一瓶矿泉水,生产企业之难,可见一斑。
(3)输液产品的品种结构不合理。由于创新能力的制约,国内医药企业新型输液产品的开发缓慢,产品单调,同质化严重。
(4)生产风险大,质量要求高。
(5)输液 行业 受政策法规的影响大,特别是药监、社保以及采购招标等政策的影响。
(6)现在输液 行业 呼唤大型企业、集团的出现,这需要国家在政策上给予支持。
(7)我国的输液企业普遍没有将输液作为一个系统来看,而是单单作为一项产品。对比国外的情况,输液被作为液体治疗策略的一部分,与配药、给药控制系统、安全滴注、药学服务等要素结合在一起,在临床医疗上创造了很大的价值。国内输液企业受经济规模和专业知识制约,还没有能力开展这样的工作。
第四节 行业 未来发展预测 分析
预计今后几年,大输液 行业 将出现以下发展趋势:
1、市场进一步整合,生产进一步集中。在这场竞争中,大企业凭借资金、营销网络和研发等方面的优势逐渐扩大规模,整合市场,形成强者更强、弱者淘汰的局面,使得大输液生产更趋于集中。
2、品种不断丰富,产品结构优化。随着研发能力的增强,输液新品种将不断得到培育和壮大,其中治疗性输液产品和塑料瓶包装产品的比例将增加。企业将在生产规模化、品种多样化、产品系列化、规格齐全化上下功夫。
3、与外资合作,拓展海外市场也将成为必然。2001年11月,华瑞制药生产的输液产品首次跨出国门,打入西方发达国家市场,并在近40个国家得到注册批准。前不久,浙江医药的价值80多万元的3万瓶“来立信”(乳酸左氧氟沙星)注射液又出口德国,首开本土企业生产的大输液出口到欧美发达国家的先河。随着我国输液产品质量的进一步提高,会有越来越多的输液企业将目光投向海外,寻求合作,拓展市场。
第五节 行业 投资前景 分析
1、利润率较低
大输液 行业 的平均利润在3%~5%左右,治疗型的输液剂利润比较高,氯化钠、葡萄糖最低,只有1%左右。
2、小企业退出和市场扩容
从2005年开始,国内几家大输液企业都在扩产。国内大输液年市场容量在70亿瓶左右,现在的年产能在80亿瓶左右,一批小企业的退出是必然趋势。
虽然由于小企业退出和市场扩容使得大企业的市场空间扩大,2~3年内整个 行业 保持年10%的递增速度没有问题,但是具备一定规模的输液企业均在大规模新建塑瓶和软袋生产线,塑瓶输液的“价格战”打响只是时间问题,很可能就在2~3年后。
从2006年开始,大输液市场似乎正在酝酿一场大的变局:国内兴起了一股扩建、改建和新建塑料包装输液生产线的热潮,输液产品出现了塑料包装大举替代玻璃瓶的局面。但我们必须清醒地看到,目前塑料瓶输液市场产能已经过剩,价格战很快就要打响,企业新一轮的并购也随之展开。因此,准备上软包输液生产线的企业应三思而后行。
第六节 政策风险
医药 行业 存在着较高的市场准入政策性壁垒。药品的使用直接关系到人们的生命健康,因此国家在 行业 准入、生产经营等方面制订了一系列的法律、法规,以加强对药品 行业 的监管。目前,我国对药品生产和药品经营实行许可证制度,药品生产企业必须取得《药品生产许可证》及《药品注册批件》,并需拥有药品GMP车间;药品经营企业必须取得《药品经营许可证》等。
第七节 技术风险
药品具有较高的技术含量,药品生产过程对生产工艺有较高要求,医药 行业 具有较高的 行业 技术壁垒。
第八节 市场风险
1、 行业 竞争风险
医药 行业 是我国国民经济的重要组成部分,是传统产业和现代产业相结合,一、二、三产业为一体的产业。随着生活水平的提高和保健意识的加强,人们对医药保健产品的需求逐步提高,在客观上促进了社会资本大量进入医药 行业 ,加剧了 行业 的竞争。同时,大型制药公司在资金,人才,研发等方面占据优势,可以为社会提供质优价廉的医药产品,从而占据更大的市场份额;而部分中小制药公司为了生存,会以大幅度降价等措施占据一定的市场份额,客观上加大了市场过度竞争风险。另外,近几年来国家多次对药品价格进行了大幅度的调整,国家发改委拟根据实际医疗需求调控药价,并拟建立一个两年调整一次药价的机制。随着药品的价格继续向下调整, 行业 的销售收入和盈利能力可能会受到影响。因此,国内医药企业在产品,价格,市场等方面的竞争日益激烈,给 行业 经营带来 行业 竞争风险。
2、市场开发不足的风险
我国正处于医药体制改革过程中,旧的体制尚未完全打破,新的体制尚未完全建立,在药品生产领域以及流通领域,仍然存在一部分企业生产,销售假劣药品或者依赖各种社会关系网络推销药品,这些非法或不正当竞争行为增大了正常药品生产经营企业的市场开发风险.
3、市场竞争风险
目前国内大输液药品生产同类产品的厂家众多。同时面对外资输液企业的竞争,国内输液生产企业除了价格上的优势,在产品质量、品种规格等方面还无法抗衡。
同时,我国医药流通领域不规范之处还比较多,流通市场存在一定的混乱局面,仍然存在假药,劣药,商业贿赂等不正当竞争现象,这些问题都制约着我国药品流通市场的规范化发展。随着我国药品流通体系的进一步改革和完善,这些因素的干扰作用会越来越小,但其负面作用短期内仍然无法消除。
第九节 财务风险
大输液市场竞争逐渐白热化,价格持续下跌,造成盈 利空间缩小.同时,塑料瓶,塑料袋包装输液市场需求成长迅速,账款大量增加,账龄老化等原因而累积形成的经营风险和财务风险.
第十节 防范措施及发展建议
1、调整产品结构。
在产品结构上,目前生产总量和总需求虽然达到基本平衡,但个别少数品种产量过大,市场出现饱和状态,而不少品种(如高浓度氨基酸输液等)仍不能满足医疗需要,而补血康、氟康唑等大输液还要靠进口来保证市场供应。这些总是如不加以解决,将直接影响到我国大输液的生产发展和市场供应。
2、开发系列大输液产品。
应根据患者在治疗过程中各个时期的不同要求,生产系列产品供临床使用,如复方电解质类系列大输液等。在糖类大输液中,除了传统的葡萄糖大输液外,尚可发展木糖醇、麦芽糖、混合糖等新产品,这些品种国内还处于空白。营养型大输液产品中的脂肪乳、氨基酸、抗坏血酸和喹诺酮类药等复方系列产品也可发展。医疗用药需求量很大,发展前景诱人。
3、大力发展治疗型大输液产品。
我国大输液类药品生产虽有较大发展,生产厂家遍及全国,但生产品种少,且主要以营养型大输液为主,治疗型大输液非常缺乏,远远不能满足临床日益增长的需要,不得不把一些针剂在临用时加到大输液中使用,而这种方法在配制过程中容易出现污染,存在很大的医疗事故隐患。所以应充分利用现有的设备和生产条件,将重点放在增加治疗型大输液品种上,以临床常见和较稳定的治疗药物制成治疗型大输液供应市场,保证用药安全有效。
4、进一步提高产品质量,确保用药安全。
近年来,国外的大输液生产技术已向高度电子程控化和密封生产过程转化,设备已发展到制瓶、灌装、封口三道工序均在一台机器中完成的程度,产品不易污染,质量上乘。而我国大输液类药品生产厂的部分设备已老化、生产条件差,自动化程度很低,工艺及技术落后,产量和规模小,产品质量不够稳定。产品质量的优劣,直接关系到病人的安危。加快设备的更新和改造,淘汰达不国家有关标准的大输液生产线和设备,是当前亟待解决的问题。这样,一方面在现有的生产规模条件下,通过技术革新,增加产量,满足市场供应;另一方面提高产品质量,把大输液类药品的生产水平提高到一个新水平。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


