
第一节 喷粉的概述
喷粉是利用电晕放电现象使粉末涂料吸附在工件上的。喷粉其过程是:喷粉枪接负极,工件接地(正极),粉末涂料由供粉系统借压缩空气气体送入喷枪,在喷枪前端加有高压静电发生器产生的高压,由于电晕放电,在其附近产生密集的电荷,粉末由枪嘴喷出时,构成回路形成带电涂料粒子,它受静电力的作用,被吸到与其极性相反的工件上去,随着喷上的粉末增多,电荷积聚也越多,当达到一定厚度时,由于产生静电排斥作用,便不继续吸附,从而使整个工件获得一定厚度的粉末涂层,然后经过热使粉末熔融、流平、固化,即在工件表面形成坚硬的涂膜。(可研报告)
 第二节 喷粉种类
塑料喷粉
在塑胶上用低温材料喷涂,类似油漆一样的涂层,但国内粉末供应商并没研制出来。
化纤喷粉
喷粉也称粉末涂装,是近几十年迅速发展起来的一种新型涂装工艺,所使用的原料是塑料粉末。早在四十年代有些国家便开始
研究
实验,但进展缓慢。1954年德国的詹姆将聚乙烯用流化床法涂覆成功,1962年法国的塞姆斯公司发明粉静电喷涂后,粉末涂装才开始在生产上正式采用,由于各国对环境保护的重视,对水和大气没有污染的粉末涂料,得到了迅猛发展。
第三节 喷粉组成结构
粉末静电喷涂设备主要包括:喷粉室、高压静电发生器、静电喷涂枪、供粉器、粉末回收装置、工件旋转机构等。
喷粉室
喷粉室是粉末静电涂装的主要设备之一。保持平稳的空气流动是粉房内的清洁,为操作人员提供一个洁净的工作环境。控制喷房内的粉尘含量,使其低于爆炸极限(一般定为10g/m3)。此外,喷粉室要利于清洗,使粉末不易在屋中沉积,以便于改变粉末的颜色,室内要有足够的光线,以利于涂覆工作进行。
静电喷枪
分类:喷枪按其用途可分为手提式喷粉枪,固定式自动喷粉枪,圆盘式喷枪等;按带电形式分为内带电枪和外带电枪;按其扩散机构形式可分为冲突式枪、反弹式枪、二次进风式枪、离心旋杯式枪等。
喷涂效率:喷粉枪的带电机构形式是提高喷涂效率来将是很关键的因素。从总体上来讲喷粉设备的核心就是喷枪和充电系统。就目前市场而言,电晕式喷枪所占的比例极大,这是因为采用高压电晕放电的方式对粉末进行充电所具有的最大的好处就是,能够喷涂现今所有种类的热固性粉末涂料,并且能获得非常好的效果。其优点主要表现在优良的稳定性,上粉率和上粉速度等。
喷枪的发展历程是这样的:电压控制o电流控制o总能量控制。总能量控制是随着喷枪距离工件的元件,其电压、电流都在不断调整至理想状态,以达到最好的涂装效果。
第二节 喷粉种类
塑料喷粉
在塑胶上用低温材料喷涂,类似油漆一样的涂层,但国内粉末供应商并没研制出来。
化纤喷粉
喷粉也称粉末涂装,是近几十年迅速发展起来的一种新型涂装工艺,所使用的原料是塑料粉末。早在四十年代有些国家便开始
研究
实验,但进展缓慢。1954年德国的詹姆将聚乙烯用流化床法涂覆成功,1962年法国的塞姆斯公司发明粉静电喷涂后,粉末涂装才开始在生产上正式采用,由于各国对环境保护的重视,对水和大气没有污染的粉末涂料,得到了迅猛发展。
第三节 喷粉组成结构
粉末静电喷涂设备主要包括:喷粉室、高压静电发生器、静电喷涂枪、供粉器、粉末回收装置、工件旋转机构等。
喷粉室
喷粉室是粉末静电涂装的主要设备之一。保持平稳的空气流动是粉房内的清洁,为操作人员提供一个洁净的工作环境。控制喷房内的粉尘含量,使其低于爆炸极限(一般定为10g/m3)。此外,喷粉室要利于清洗,使粉末不易在屋中沉积,以便于改变粉末的颜色,室内要有足够的光线,以利于涂覆工作进行。
静电喷枪
分类:喷枪按其用途可分为手提式喷粉枪,固定式自动喷粉枪,圆盘式喷枪等;按带电形式分为内带电枪和外带电枪;按其扩散机构形式可分为冲突式枪、反弹式枪、二次进风式枪、离心旋杯式枪等。
喷涂效率:喷粉枪的带电机构形式是提高喷涂效率来将是很关键的因素。从总体上来讲喷粉设备的核心就是喷枪和充电系统。就目前市场而言,电晕式喷枪所占的比例极大,这是因为采用高压电晕放电的方式对粉末进行充电所具有的最大的好处就是,能够喷涂现今所有种类的热固性粉末涂料,并且能获得非常好的效果。其优点主要表现在优良的稳定性,上粉率和上粉速度等。
喷枪的发展历程是这样的:电压控制o电流控制o总能量控制。总能量控制是随着喷枪距离工件的元件,其电压、电流都在不断调整至理想状态,以达到最好的涂装效果。
 第四节 喷粉工艺流程
静电喷涂工艺原理
用静电喷粉设备把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异的最终涂层;喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺。
预处理
前处理工艺质量好坏直接影响粉末涂膜质量,前处理不好,造成涂膜易脱落,鼓泡等现象。因此,前处理工作必须予以重视。
第四节 喷粉工艺流程
静电喷涂工艺原理
用静电喷粉设备把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异的最终涂层;喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺。
预处理
前处理工艺质量好坏直接影响粉末涂膜质量,前处理不好,造成涂膜易脱落,鼓泡等现象。因此,前处理工作必须予以重视。
对于板金冲压件可采用化学前处理法。即:去油→去锈→清洗→磷化(或纯化)等。大部份锈蚀或者表面较厚的工件,采用喷砂,抛丸等机械方法去锈,但机械除锈后应确保工件表面清洁,无法垢。
刮腻子。根据工件缺陷程度涂刮导电腻子,干燥后用砂纸磨平滑,即可进行下道工序。
保护(也称蔽覆)。工件上若某些部位不要求有涂层,在预热前可采用保护胶等掩盖起来,以避免喷上涂料。
预热。一般可不需预热。如果要求涂层较厚,可将工件预热至100~160℃,这样可以增加涂层厚度。
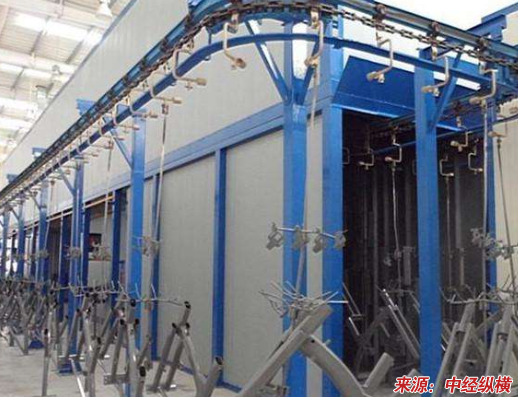
喷涂
工件通过输送链进入喷粉房的喷枪位置准备喷涂作业。静电发生器通过喷枪枪口的电极针向工件方向的空间释放高压静电(负极),该高压静电使从.喷枪口喷出的粉末和压缩空气的混合物以及电极周围空气电离(带负电荷)。工件经过挂具通过输送链接地(接地极),这样就在喷枪和工件之间形成一个电场粉末在电场力和压缩空气压力的双重推动下到达工件表面,依靠静电吸引在工件表面形成一层均匀的涂层。
烘烤固化
喷涂后的工件通过输送链送入180~200℃的烘房内加热,并保温相应的时间,(15-20分钟)使之熔化、流平、固化,从而得到我们想要的工件表面效果。(不同的粉末在烘烤温度和时间上是各不相同的) 。这是在固化工序上应注意的。
清理
涂层固化后,取下保护物,修平毛刺。
检查
固化后的工件,日常主要检查外观(是否平整光亮、有无颗粒、缩孔等缺陷)和厚度(控制在55~90μm)。对被检出的有漏喷、针孔、碰伤、气泡等缺陷的工件,进行返修或重喷。
包装
检查后的成品分类摆放在运输车、周转箱内,相互之间用发泡纸,气泡膜等软包装缓冲材料隔离,以防止划伤磨损。
免责申明:本文仅为中经纵横
市场
研究
观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。
全国咨询热线:400-8790-365


