
第一节 多晶硅的简介
多晶硅,是单质硅的一种形态。熔融的单质硅在过冷条件下凝固时,硅原子以金刚石晶格形态排列成许多晶核,如这些晶核长成晶面取向不同的晶粒,则这些晶粒结合起来,就结晶成多晶硅。(立项申请)

第二节 多晶硅的生产技术
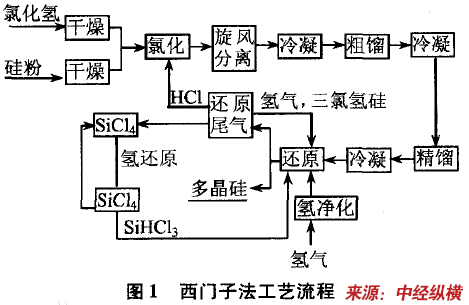
多晶硅的生产技术主要为改良西门子法和硅烷法。西门子法通过气相沉积的方式生产柱状多晶硅,为了提高原料利用率和环境友好,在前者的基础上采用了闭环式生产工艺即改良西门子法。该工艺将工业硅粉与HCl反应,加工成SiHCl3 ,再让SiHCl3在H2气氛的还原炉中还原沉积得到多晶硅。还原炉排出的尾气H2、SiHCl3、SiCl4、SiH2Cl2 和HCl经过分离后再循环利用。硅烷法是将硅烷通入以多晶硅晶种作为流化颗粒的流化床中,使硅烷裂解并在晶种上沉积,从而得到颗粒状多晶硅。改良西门子法和硅烷法主要生产电子级晶体硅,也可以生产太阳能级多晶硅。
西门子法
西门子法是由德国Siemens公司发明并于1954年申请了专利1965年左右实现了工业化。经过几十年的应用和发展,西门子法不断完善,先后出现了第一代、第二代和第三代,第三代多晶硅生产工艺即改良西门子法,它在第二代的基础上增加了还原尾气干法回收系统、SiCl4回收氢化工艺,实现了完全闭环生产,是西门子法生产高纯多晶硅技术的最新技术,其具体工艺流程如图1所示。硅在西门子法多晶硅生产流程内部的循环利用。
硅烷法
硅烷法是将硅烷通入以多晶硅晶种作为流化颗粒的流化床中,是硅烷裂解并在晶种上沉积,从而得到颗粒状多晶硅。因硅烷制备方法不同,有日本Komatsu发明的硅化镁法,其具体流程如图2所示、美国Union Carbide发明的歧化法、美国MEMC采用的NaAlH4与SiF4反应方法。
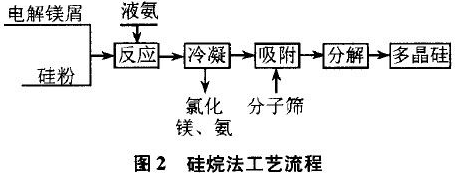
硅化镁法是用Mg2Si与NH4Cl在液氨中反应生成硅烷。该法由于原料消耗量大,成本高,危险性大,而没有推广,现在只有日本Komatsu使用此法。现代硅烷的制备采用歧化法,即以冶金级硅与SiCl4为原料合成硅烷,首先用SiCl4、Si和H2反应生成SiHCl3 ,然后SiHCl3 歧化反应生成SiH2Cl2,最后由SiH2Cl2 进行催化歧化反应生成SiH4 ,即:3SiCl4+ Si+ 2H2= 4SiHCl3,2SiHCl3= SiH2Cl2+ SiCl4,3SiH2Cl2=SiH4+ 2SiHCl3。由于上述每一步的转换效率都比较低,所以物料需要多次循环,整个过程要反复加热和冷却,使得能耗比较高。制得的硅烷经精馏提纯后,通入类似西门子法固定床反应器,在800℃下进行热分解,反应如下:SiH4= Si+ 2H2。
硅烷气体为有毒易燃性气体,沸点低,反应设备要密闭,并应有防火、防冻、防爆等安全措施。硅烷又以它特有的自燃、爆炸性而著称。硅烷有非常宽的自发着火范围和极强的燃烧能量,决定了它是一种高危险性的气体。硅烷应用和推广在很大程度上因其高危特性而受到限制在涉及硅烷的工程或实验中,不当的设计、操作或管理均会造成严重的事故甚至灾害。然而,实践表明,过分的畏惧和不当的防范并不能提供应用硅烷的安全保障。因此,如何安全而有效地利用硅烷,一直是生产线和实验室应该高度关注的问题。
硅烷热分解法与西门子法相比,其优点主要在于:硅烷较易提纯,含硅量较高(87.5%,分解速度快,分解率高达99%),分解温度较低,生成的多晶硅的能耗仅为40 kW ·h/kg,且产品纯度高。但是缺点也突出:硅烷不但制造成本较高,而且易燃、易爆、安全性差,国外曾发生过硅烷工厂强烈爆炸的事故。因此,工业生产中,硅烷热分解法的应用不及西门子法。改良西门子法目前虽拥有最大的市场份额,但因其技术的固有缺点—产率低,能耗高,成本高,资金投入大,资金回收慢等,经营风险也最大。只有通过引入等离子体增强、流化床等先进技术,加强技术创新,才有可能提高市场竞争能力。硅烷法的优势有利于为芯片产业服务,其生产安全性已逐步得到改进,其生产规模可能会迅速扩大,甚至取代改良西门子法。虽然改良西门子法应用广泛,但是硅烷法很有发展前途。与西门子方法相似,为了降低生产成本,流化床技术也被引入硅烷的热分解过程,流化床分解炉可大大提高SiH4 的分解速率和Si的沉积速率。但是所得产品的纯度不及固定床分解炉技术,但完全可以满足太阳能级硅质量要求,另外硅烷的安全性问题依然存在。
美国MEMC公司采用流化床技术实现了批量生产,其以NaAlH4 与SiF4 为原料制备硅烷,反应式如下:
SiF4+NaAlH4=SiH4+NaAlF4。硅烷经纯化后在流化床式分解炉中进行分解,反应温度为730℃左右,制得尺寸为1000微米的粒状多晶硅。该法能耗低,粒状多晶硅生产分解电耗为12kW·h/kg左右,约为改良西门子法的1/10,且一次转化率高达98%,但是产物中存在大量微米尺度内的粉尘,且粒状多晶硅表面积大,易被污染,产品含氢量高,须进行脱氢处理。
冶金法
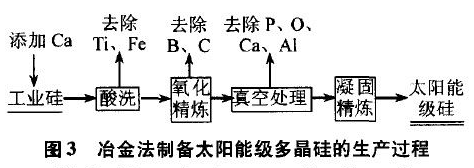
冶金法制备太阳能级多晶硅(Solar Grade Silicon简称SOG—Si),是指以冶金级硅(MetallurgicalGrade Silicon简称MG-Si)为原料(98.5%~99.5%)。经过冶金提纯制得纯度在99.9999%以上用于生产太阳能电池的多晶硅原料的方法。冶金法在为太阳能光伏发电产业服务上,存在成本低、能耗低、产出率高、投资门槛低等优势,通过发展新一代载能束高真空冶金技术,可使纯度达到6N以上,并在若干年内逐步发展成为太阳能级多晶硅的主流制备技术。
不同的冶金级硅含有的杂质元素不同,但主要杂质基本相同,主要包括Al、Fe、Ti、C、P、B等杂质元素。而且针对不同的杂质也 研究 了一些有效的去除方法。自从1975年Wacker公司用浇注法制备多晶硅材料以来,冶金法制备太阳能级多晶硅被认为是一种有效降低生产成本、专门定位于太阳多级多晶硅的生产方法,可以满足光伏产业的迅速发展需求。针对不同的杂质性质,制备太阳能级多晶硅的技术路线,如图3所示。
第三节 多晶硅料 行业 产能及发展趋势
一、多晶硅产能扩张继续,进口替代空间大
我国多晶硅产业已具规模效应。2016 年全年,我国多晶硅有效产能约 21 万吨/年,产量达到 19.5 万吨,同比大幅增长 15.4%,较 2014 年更是大幅增加 47.7%。分季度产量数据来看:1 季度产量 4.97 万吨、2 季度产量 5.04 万吨、3 季度产量 4.77 万吨、4 季度产量 4.76 万吨。国内多晶硅产业的规模相对集中,2016 年位居前三位的江苏中能、新特能源和洛阳中硅产量占全国总产量的 55.6%,年有效产能在万吨以上的中能、新特、中硅、大全、永祥、亚硅、赛维等 7 家企业产量占全国总产量的 80.7%,这几家企业在规模、技术、成本和质量等各方面均已接近或代表了国际先进水平。
多晶硅 行业 进口替代空间仍大。相对于“硅片-电池-组件”产业链来说,国内多晶硅产业发展相对滞后,光伏 行业 发展前期,国内多晶硅产量在全世界的占比不超过 10%,导致国内光伏企业长期受制于海外硅料企业。后来,国内企业开始逐渐布局多晶硅产能,国内的多晶硅产量也不断提高,2016 年,国内多晶硅产量为 19.5 万吨,在全世界多晶硅产量中占 50.3%。随着近几年国内光伏 行业 的快速发展,中国多晶硅产量在世界总产量的份额在不断增加。从 2013 年的 34%已经提升到了 2016 年的 51%。预计未来中国市场份额将会进一步提升,根据中国有色金属工业协会硅业分会统计,截止 2017 年 2 月底,国内在产多晶硅企业为 17 家,有效产能共计 22 万吨/年,较 2016 年底净增 1 万吨/年,主要来自新特能源、洛阳中硅等技术改造扩产和优化产能释放。根据其他多晶硅生产企业的扩产进度来看,预计截止 2017 年中,国内多晶硅年产能将达到 25 万吨/年左右。
虽然我国多晶硅产量不断增加,但是多晶硅进口量依旧居高不下。据 海关数据 统计,2016 年全年累计进口多晶硅达到 141022吨,同比大幅增加 20.6%。月均进口量超过万吨,其中 12 月份多晶硅进口量创历史最高纪录,达到 14449 吨,环比增加 6.4%,同比增长 38.3%。虽然国内多晶硅产量在国内多晶硅消费量中的占比逐渐提高,但是相对于光伏产业链上的其他环节,多晶硅的进口替代空间较大。随着国内光伏 行业 的持续发展,国内多晶硅料生产企业与国外企业在技术上以及成本上的差距将会逐渐减小,未来多晶硅料的自给率将会不断提高。
二、改良西门子法占主流,未来流化床法值得关注
目前生产多晶硅的主要方法是改良西门子法,原理是在 1100℃左右的高纯硅芯上用高纯氢还原高纯三氯氢硅,生成多晶硅沉积在硅芯上。改良西门子法,顾名思义,就是在传统的西门子法上进行的改进,与传统的西门子法相比,改良西门子法在生产过程中能耗较少,减少污染,同时还可以回收利用生产过程中伴随产生的大量氢气、氯化氢、氯化硅等副产品。改良西门子法是目前生产多晶硅最为成熟、最可靠、投产速度最快的工艺,其他工艺很难在短期内取代其地位。
随着我国光伏 行业 的发展,生产多晶硅的成本在不断下降。能耗指标是影响多晶硅成本的关键数据,2007 年,我国采用改良西门子法生产多晶硅电耗为每公斤 180 多度,目前已经降到了 60 度以下,能耗降到了 行业 起步时的三分之一以下。
不过虽说目前改良西门子法占据了大部分的市场份额,但是该工艺已经几乎将物耗、生产效率等方面的优化做到了极致,在没有突破性发展的前提下,生产成本的降低已经进入了瓶颈期。面对这种局面,流化床法多晶硅制造工艺将会被各大企业所关注,希望能从新的方法上入手,寻求进一步的降本空间。
流化床法是以硅烷或氯硅烷作为硅源气、以氢气作为载气,通过化学气相沉积反应,在流化床反应器内预先放置的硅籽晶上进行生长;随着生产进行,从流化床底部不断排出长大的颗粒硅产品,同时从顶部添加适量的硅籽晶,单次持续运行时间可长达几千小时。现有的工业实践表明,与改良西门子法相比,流化床反应器的生产能耗极低,床内大量运动颗粒提供的充足反应面积可以获得很高的沉积效率,能够连续化运行的生产模式对于提高生产效率十分有利,同时颗粒状产品利于下游使用,在多晶铸锭环节或单晶拉制环节中,相比于块状硅能够提高装料量 30~40% ,可以显著降低硅片制造成本。
随着企业的关注与资金投入的不断增加,流化床法有望在未来占据一定的市场份额。根据 2017 年 2 月发布的《中国光伏产业发展路线图》预测,到 2025 年,流化床法在多晶硅生产技术市场占比有望达到 10%。

第四节 多晶硅 行业 发展现状及未来需求预测
多晶硅料全球需求稳定,进口替代空间较大。在全球装机持续增长的背景下,硅耗量较低的金刚线切割单多晶占比逐年提升,在此背景下,未来几年多晶硅需求将维持稳定并略有增长。
我国进口多晶硅料占比约40%。多晶硅进口结构中,韩国的多晶进口硅料占比巨大,美国多晶硅料的进口额在逐渐下降。这主要是由于我国对于美国多晶硅企业的“双反”税率超过50%,使得其丧失价格竞争优势,而我国对于韩国的主要出口企业OCI和韩国硅业的税率仅为象征性的2.4%、2.8%,且全球最大的多晶硅供应商德国wacker反倾销税率为平均水平14.3%,这使得韩国的多晶硅料有相对竞争力,长时间以远低于其生产成本的价格继续向中国倾销。
针对韩国“反倾销”复查案已出台,提高韩企硅料税率。韩国主要多晶硅企业OCI的年报显示,在商务部采取反倾销措施之后,韩国企业仍然以远低于其生产成本的价格继续向中国倾销,实际倾销幅度大幅高于现有反倾销税税率。2017年11月21日复查结果出台,相比原税率OCI税率由2.4%上调至4.4%,韩国硅业(Hankook)税率由2.8%上调至9.5%,韩华化学税率由12.3%下调至8.9%,其余企业的反倾销税率上调较多,新税率从88.7%至113.8%不等。本次期中复审结果基本符合调整预期,后市多晶硅价也进一步得以支撑,利好国内低成本多晶硅企业。
国内多晶硅企业成本显著低于国外。根据统计,2017年上半年Wacker、保利协鑫、新特、大全、永祥的生产成本分别在86.1、70.9、62.1、58.3、57元/kg。当前国内企业生产成本已远低于OCI等国外企业,即在反倾销税率无需大幅上调的情况下,中国多晶硅企业竞争优势已然优于国外多晶硅企业。
中国多晶硅产能扩展迅速,2018年处产能爬坡阶段。中国多晶硅企业扩产速度加快,2016年全国多晶硅产能达20.8万吨,17、18年全年将分别新增名义产能8.4、9.0万吨。但未来两年内,国内多晶硅产能仍不能完全满足国内需求:
根据各多晶硅厂家扩产 规划 ,即使在完全无计划推延、搁浅的情况下, 行业 内绝大产能将在2018年的年底才能建成,至2018年 行业 仍处在产能爬坡阶段;另外,东方希望作为 行业 新晋玩家,除了生产成本及技术需要时间沉淀外,若欲得到下游硅片企业的批量采购,还需要经过长时间产品送样检验期。我们判断,在产能爬坡、新晋玩家与 行业 磨合的双重影响下,国内多晶硅产能释放将低于一致预期,在2018年全球多晶硅需求量稳定的条件下,中国多晶硅价格仍将维持高位。
美国Wacker停产,多晶硅价得以支撑。2017年9月7日,美国Wacker因爆炸事故年产能2万吨多晶硅基地停产,虽其直接供应国内比例应该较低,但停产后率先影响中国外围市场,并间接影响中国多晶硅市场供需和价格,截至11月初,国内主流多晶硅厂家出厂价已上升至139.00元每公斤。待2019年产能释放后,多晶硅料价格或将回落,但领先企业的成本也同期降低,未来两年 行业 成本领先企业将维持较高毛利水平。
电池产能集中于中国,提效降本为 行业 永恒主题曲。电池 行业 集中度相对较低,提效降本为 行业 主旋律:2016年全球电池产能95GW,前十的企业产能39GW,市占率仅为41.05%,为光伏产业链中市场集中度最低环节,对应的电池 行业 龙头可达到的最高毛利率22.12%,为全产业链毛利最低环节,所以降低生产成本可以为电池企业带来的收益也将最为显著。同时,电池是决定光伏组件转换效率的关键,提高转换效率是光伏发电平价上网的重要途径,我们判断在目前 行业 分散的格局下,率先成功提效降本、保持领先优势的企业拥有最大概率成长为 行业 龙头。
BSF电池仍占据大部分市场份额,高效电池中仅有PERC电池实现量化大规模生产。目前,传统BSF型电池(转换效率18.5-19.8%)仍为市场主流,高效电池虽然技术路线十分丰富,但是仅有PERC电池近年的投资成本降低最快,该技术可用于单晶硅片(转换效率21.2%)和黑硅多晶硅片(转换效率19.7%),主流电池厂商都已经拥有PERC电池的产能或者正在 规划 中。据统计,截至2016年底PERC产线全球装机量约为13.4GW,实际产量在7.9GW,到2017年底将达到20GW的名义装机容量,17年PERC电池的实际产量预计将达到14GW。而其他高效晶硅电池IBC(转换效率22.0%)、HJT(转换效率23.3%)或在实验室阶段,或未实现大规模生产。
电池 行业 当前需寻找成本领先标的。目前国内企业技术差异小,且尚未达到高效电池技术的最前沿,国外虽部分企业已经实现IBC、HJT等高效电池的小部分量产,但由于设备门槛高,投资重,还未实现大规模量产。在技术无明显差异的情况下及新技术无法实现平民化生产的条件下,企业若能通过对生产过程控制与管理做到生产成本的降低,并远低于 行业 水平,制胜成本控制,实现 行业 领先利润率,在规模生产的基础上则最有可能成长为 行业 龙头。
免责申明:本文仅为中经纵横 市场 研究 观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。


