
更新时间:2019-01-18 08:49:53
第一节 产品原材料生产情况调查
一、产品原材料生产规模调查
乙二醇的主要生产原材料为乙烯、环氧乙烷等。以下以乙烯为例进行分析:
2003-2008年我国乙烯产量及增幅统计表
单位:万吨
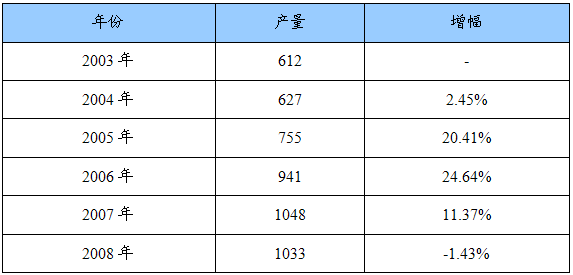
二、产品生产区域结构调查
2008年我国乙烯产量地区分布统计表

三、产品原材料生产规模预测
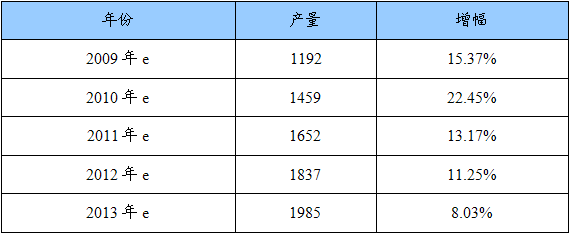
2008年~2010年,我国乙烯新建和扩建项目共11个,新增乙烯生产能力705万吨。到2010年,我国乙烯总生产能力将达1702万吨,2008年~2010年两年间,年均增长率为23.72%。
2010年~2015年,我国新建和扩建项目共5个,新增乙烯生产能力460万吨。到2015年,我国乙烯总生产能力将达2162万吨,2010年~2015年5年间,年均增长率下降为4.9%。2015年~2020年,我国规划项目共7个,若全部建成投产,可新增乙烯能力680万吨。到2020年,我国乙烯总能力将达2842万吨,5年间,年均增长率将再下降为5.62%。
2009-2013年我国乙烯产量及增幅预测表
第二节 产品原材料价格走势调查
一、产品原材料历年价格调查
自2005年以来,随着国际油价的大幅上涨,其下游产品乙烯价格迅速上涨,原油价格的持续上涨造成了我国乙烯产品生产成本迅速上涨,产品价格也呈现出一路高走,尤其是2007年到2008年上半年,产品价格涨幅巨大。
2008年下半年随着全球金融危机的爆发,原油需求不足,价格暴跌也使得乙烯产品价格快速回落。但到2009年,国际油价又开始了反弹,乙烯价格又出现逐步回暖。
二、产品原材料价格走势预测
从未来产品价格趋势来看,石油作为稀缺资源日益减少,而在未来较长一段时期内新能源还无法取代石油成为重要的工业及国民经济能源,因此石油资源在逐渐减少的同时,其价格必将持续上涨。这将直接造成其下游产业乙烯产品价格在未来的持续上涨。
三、产品原材料走势对企业影响
1、短期影响
作为化工产业链产品,乙烯市场价格直接受到国际原油价格走势的影响。而乙二醇生产企业将面临产品价格及市场供应的不确定性。短期来看,原材料乙烯等产品价格的上涨,将造成乙二醇生产企业成本上涨,利润下降。企业的供货及原材料采购也将受到较大的影响。企业原有的生产经营计划将被打乱。
2、长期影响
原材料价格上涨,长期来说,会使行业盈利能力降低,使得部分不具盈利能力的公司被市场竞争淘汰,加速行业整合。迫使公司调整公司战略,优化企业结构,内部消化分摊原材料成本上涨给公司带来的压力。
3、产品原材料成本敏感度
在乙二醇成本构成中,原材料成本占比较大。尤其是近几年,随着国际原油价格的大幅上涨,乙烯价格上涨远远超出了乙二醇生产企业的预料,加上原材料运费的上涨,企业产品成本占比进一步上涨,一些生产能力较弱的企业相继出现亏损。
未来随着国际油价的上涨,乙二醇产品成本构成中,乙烯等原材料价格占比仍将进一步上升。企业产品原材料成本敏感度将进一步增加。
第三节 产品原材料对应策略
国内乙二醇生产企业目前处于抢占市场的阶段,可以通过加大产能,产生规模效应,通过提高生产设备技术水平及优化产品生产工艺,通过各种方式降低产品生产成本,以抵消乙烯等原材料涨价带来的负面影响,使生产成本的上升幅度尽可能的降低。另外,乙二醇厂家可以与乙烯厂家签订长期的购销协议,这样可以稳定乙烯市场回避风险,从而达到双赢的目的。企业可以在逐步和乙烯企业建立战略伙伴关系,以谋求在经济发展上的双赢。
第四节 国内市场最新技术运用状况
近年来,我国许多高等院校和科研单位对EG新工艺开发也做了大量工作,其中大连理工大学进行了EO均相法直接催化水合制EG的催化剂及工艺研究,所用催化剂为无机盐和杂多酸的复合物。反应条件为:水比4~8:1、催化荆用量为2% ~15% 、反应温度100—150 oC、反应压力0.8~2.1MPa、反应时间8~30 min、pH值为8~l1时,EO转化率为95.O% ~99.9% ,EG选择性为88% ~96%。
华东理工大学与北京石化工程公司、燕山化工一厂联合进行了反应精馏试验,在燕山石化EO/EG装置旁安装了一套塔径为300 mm的EO水合反应精馏中试装置,试验表明,在相同的反应条件下,反应精馏塔EG的选择性比常规管式水合反应器提高3.7% 。中科院兰州化物所于2005年12月完成由EO与CO:合成碳酸乙烯酯,经甲醇酯交换合成EG,联产碳酸二甲酯的全流程工艺开发。目前,该项目已进人中试开发阶段。该技术针对聚酯合成对EG产品品质的高要求,开发了适应规模化生产的管式循环反应工艺、分离耦合工艺和EG产品催化精制技术。为低成本地工业化生产EG和廉价碳酸二甲酯提供了技术支撑,其技术潜力和经济效益十分明显。其中碳酸二甲酯是近年来受到国内外广泛关注的环保型绿色化工产品,其深加工的聚碳酸酯、聚氨酯、高能电池电解液等的下游产品市场发展迅速、市场需求潜力大。
我国上海石化公司EG装置采用膜分离技术回收排气中乙烯取得成功,乙烯回收率超过85% 以上,膜分离器回收产生的富乙烯渗透气通过压缩机返回循环系统,年回收乙烯300 t。
天津石化乙烯厂将膜法回收系统成功应用于EO/EG的生产过程中,并应用国外最新技术,实现了系统的国产化,乙烯单体回收率可达85% 以上。据估算,该系统每a可回收乙烯300 t左右。膜法回收技术是2o世纪9o年代兴起的新型分离技术,正在逐渐应用于石化行业中乙烯、丙烯及其它烷烯烃的回收。天津石化乙烯厂在生产EO和EG的过程中,在排放惰性气体的同时常伴有部分未反应的原料乙烯也被排放。为最大限度回收乙烯气体,该厂与大连欧科膜技术工程有限公司合作,经过一年多的努力,该装置已于2004年5月开车成功并打通全流程。该系统采用了德国的高分子复合膜,具有耐有机溶剂、耐高压、分离性能高等优点,乙烯单体回收率可达85%以上。该回收系统还可采用原系统提供的压力作为膜回收系统的动力,不需额外增加动力源,富集乙烯气返回原装置常压体系,尾气排入原放空系统,对原装置均无影响,同时还具有占地面积小、操作简单、维护保养容易等特点。
第五节 国际市场最新技术运用状况
目前,国内外大型乙二醇的工业化生产都采用环氧乙烷直接水合,即加压水合法的工艺路线,生产技术基本上由英荷Shell、美国Halcon—SD以及美国UCC三家公司所垄断。近年来,随着聚酯纤维、聚酯塑料和防冻液等对乙二醇的旺盛需求,人们开始致力于乙二醇新合成技术的研究和开发工作。Shell公司、UCC公司、莫斯科门捷列夫化工学院等相继开发了环氧乙烷催化水合法制乙二醇生产技术;Halcon—SD、UCC、Dow化学、日本触媒化学以及三菱化学等公司相继开发了碳酸乙烯酯法制乙二醇生产技术;另外, 由于世界石油资源的短缺和天然气资源相对丰富,美国UCC以及日本宇部兴产等公司也开展了由合成气制乙二醇新工艺的研究和开发工作。其中,环氧乙烷催化水合法和碳酸乙烯酯法被认为是今后乙二醇最有发展前景的两种工业化生产方法。
第六节 国内技术市场区域优势
当前,我国乙二醇的制备技术市场优势区域为华东经济发达地区,特别是以江浙为中心的长三角地区企业的技术优势比较突出,这一地区该行业的人才、产业和科技的聚集作用初见成效,在国内的市场竞争中有相当的优势。
第七节 新项目投资推荐区域(或省市)(CMRN中经纵横建议)
中经纵横推荐新项目投资区域为江苏、浙江等地。由于这些地方该行业企业集中,配套设施完善,行业人才比较充裕,并且下游行业也大多集中在此地。公司落户这些地方,有利于利用该地区形成的规模效应和集约效应,从而使新公司较快的发展壮大。
免责申明:本文仅为中经纵横市场研究观点,不代表其他任何投资依据或执行标准等相关行为。如有其他问题,敬请来电垂询:4008099707。特此说明。




 公众号
公众号资金申请
 公众号
公众号中经纵横
